Svařování argonem: technologie argonového oblouku, návod jak na to sami, video, foto
Svařování argonem svépomocí z invertoru je řešitelný úkol i v osobní garáži, o dílně nebo kovoobrábění nemluvě.

Svařování neželezných kovů a slitin je náročná operace i pro zkušeného řemeslníka. Kdo se někdy setkal s potřebou svařovat hliník nebo titan, zná ceny za tyto služby. Často jsou tak vysoké, že musíte upustit od svařování a koupit nový díl nebo vyměnit celou sestavu. Ale nejčastěji 80-90% ceny nejsou náklady na zařízení, ale platba za služby svářeče.
Nechci říkat, že svařování argonem, které se v tomto případě používá, je velmi složité a velmi odlišné od svařování MMA. Ano, je to poněkud technicky složitější a vyžaduje určité dovednosti, ale pokud jste zvládli svařování obalenou elektrodou, můžete po troše cviku svařovat i argonovým TIG svařováním.
Logická otázka zní: kde toto zařízení mohu získat? Existují dva způsoby, jak to vyřešit: koupit invertor s režimem TIG nebo předělat zařízení. Svařování argonem svépomocí z invertoru je zcela řešitelný úkol i v osobní garáži, o dílně či kovoobrábění nemluvě.
- 1 Vlastnosti argonového svařování
- 1.1 Proč je potřeba argon
- 1.2 Svařovací proud
- 1.3 Elektroda
- 1.4 Plnicí drát
- 1.5 Oscilátor
Vlastnosti argonového svařování
Svařování v argonové atmosféře se od konvenčního MMA liší v následujících vlastnostech:
- vyrábí se konstantním foukáním argonu;
- proud může být použit střídavý nebo stejnosměrný (přepólování);
- je nutné použít wolframovou elektrodu;
- Bez přídavného drátu lze svařovat pouze velmi tenké plechy;
- k zapálení oblouku je nutný oscilátor;
- Technika elektrodového zapojení má určitá specifika.
Zvažme všechny body samostatně. Může se zdát, že se přímo netýkají tématu, jak vyrobit profesionální argonové svařování z běžného invertoru, ale s vědomím těchto jemností bude snazší vzít v úvahu všechny vlastnosti zařízení a technologie.
Schéma svařování argonem:

Proč je potřeba argon?
Tento prvek (Ar) je součástí skupiny (18) inertních (je vidět v periodické tabulce) plynů, které v normálním stavu prakticky neinteragují s většinou látek, včetně kovů, kyselin, solí a zásad. Z hlediska rozšíření v přírodě je na třetím místě za kyslíkem a dusíkem, což určuje jeho poměrně nízkou cenu ve srovnání např. s heliem.
Praktické vlastnosti při svařování jsou dány jeho hmotností – je více než dvakrát těžší než dusík a kyslík, když se objeví v zóně svaru, jednoduše vytlačí tyto plyny a obalí lázeň, čímž zabrání vzniku chemických oxidačních reakcí. Tuto skutečnost je třeba vzít v úvahu při svařování venku – silný nebo mírný vítr může zhoršit kvalitu svařování.
Svařovací proud
Elektrický proud o napětí 30-80 V a síle 20-200 A – rozsahy používané při svařování neželezných kovů v inertní atmosféře. Volba parametrů proudu se provádí podle speciálních tabulek a závisí na průměru elektrody a tloušťce svařovaného kovu. Výběrem správných proudových charakteristik můžete provádět nejsložitější švy i na domácím stroji.
Elektroda
Naostřená wolframová tyč používaná jako elektroda je vhodná, protože:
- netaví se (teplota tavení je nad 3000 0 C, ani při červeném žáru neměkne) při teplotách svařování neželezných kovů;
- umožňuje získat velmi tenký oblouk, umožňuje vytvořit kompaktní šev;
- odpařování elektrody není větší než 0,01 gramu na 1 m švu.
Zároveň průmysl vyrábí takové elektrody ve více než 25 typech, výběr správného nebude obtížné.

Plnicí drát
Přídavný materiál, který se po svaření roztaví elektrickým obloukem a vyplní šev. Po vytvrzení tvoří monolitickou sloučeninu. Na obzvláště tenkých plechách není drát prakticky potřeba, ale pro svařování trojrozměrných dílů je nezbytný.
Materiál drátu se volí podle svařovaného kovu: pro hliník – hliník, pro nerezovou ocel – z legované oceli určité jakosti.
Oscilátor
Při svařování stejnosměrným proudem wolframovou elektrodou je dost obtížné zapálit elektrický oblouk. Pokud tuto operaci provedete dotykem, jako při svařování MMA, pak může elektroda hořet, kov se roztaví, část materiálu se přivaří ke špičce elektrody a další potíže.
Oscilátor je speciální zařízení, které generuje vysokofrekvenční proud pro dodání zapalovacího impulsu. Následně periodicky generuje podpůrné impulsy, které stabilizují oblouk a umožňují svářeči s jistotou pracovat se stejnosměrným i střídavým proudem.
Než sami provedete plnohodnotné argonové svařování TIG, musíte si koupit oscilátor, například UVK 7, nebo jej sami sestavit podle jednoho ze schémat:


Praxe ale ukazuje, že továrně vyrobený oscilátor funguje mnohem spolehlivěji. A jeho cena není tak vysoká, abyste strávili týden hledáním dílů, sestavováním a konfigurováním podomácku vyrobeného zařízení.
Kromě toho lze tovární oscilátor velmi snadno připojit k téměř jakémukoli zařízení typu invertoru nebo transformátoru – stačí použít speciální konektory k zavěšení na svařovací elektrické kabely. Pracuje paralelně se strojem a neovlivňuje svařovací proud, udržuje pouze stabilitu oblouku.
Ale při nákupu oscilátoru byste měli vzít v úvahu, že některé modely pracují při napětí naprázdno 40 V. Pokud plánujete svařovat při U = 28-30 V, pak generátor impulsů nemusí fungovat.
Svařovací technika
Má to nepřímou souvislost s konstrukcí zařízení, ale jako podklad je potřeba vědět, že při svařování TIG se používá nejkratší možný oblouk – cca 2 mm. Elektroda je vedena pouze v přímce, aniž by prováděla pohyby charakteristické pro MMA kolmo ke směru švu ve dvou rovinách.
Tím je dosaženo dvou cílů – tok argonu neopouští oblast svarové lázně a neumožňuje její oxidaci a je možné vytvořit velmi tenký svar, téměř neviditelný na povrchu kovu.
Domácí TIG stroj na invertoru
Hlavní části takové instalace jsou:
- invertor s možností svařování MMA;
- hořák TIG;
- argonový válec;
- manometr;
- oscilátor;
- propojovací hadice a kabely.
Je třeba je sbírat podle následujícího schématu:

Po nastavení aktuálních parametrů zapněte invertor, připravte kov a začněte svařovat.
Při výběru součástí zařízení je třeba věnovat zvláštní pozornost svařovacímu hořáku. Průmysl vyrábí mnoho druhů z nich, navržených pro různé průměry elektrod a hodnoty svařovacího proudu. Pro domácí použití, jak se používají domácí zařízení, je třeba zvolit svítilnu navrženou pro minimální průměr wolframové tyče a proudy do 200 A.
Stejně nebudete muset pracovat na maximální nastavení a nemá smysl platit dvakrát tolik za průmyslový hořák. Mnoho internetových stránek doporučuje vyrobit si vypalovačku sami. V zásadě to možné je. Ale pokud si koupíte všechny díly a složíte si to sami, pak se náklady budou rovnat továrním, ale kvalita sestavení a možnost úprav a nastavení budou o řád horší. V tomto případě nezbývá než se ujistit, že hořák vyrobili sami.
Můžeme dojít k závěru, že přestavba MMA invertoru na TIG instalaci nevyžaduje zásah do provozu samotného zařízení – stačí dokoupit periferie a vše správně sestavit. V porovnání s nákupem invertoru, který má režim TIG, vyjde téměř na polovinu ceny.
Redakce navrhuje podělit se o své vlastní zkušenosti s přeměnou invertoru na zařízení TIG na stránkách webu. Nás i naše čtenáře zajímají rady a osobní rozvoj praktiků. Napište nám, nejzajímavější vývoj zveřejníme pod jménem autora.
Chci vám říci, jak vyrobit svařování TIG nebo argonovým obloukem z jednoduché svářečky. Zároveň se pochlubte!! Mé předchozí „opusy“ inspirovaly lidi, aby je opakovali. Možná se to teď bude hodit.
Myslím, že někdo jiný udělá totéž.
Vařit s argonem už v zásadě umožňuje běžný invertor! Ale dělat to je extrémně nepohodlné! Nejprve musíte ovládat plyn, otevřít jej a zavřít, pokud je vám to líto. Druhým je udeřit obloukem!! Pokud do součásti „udeříte“ wolframovou elektrodou, rozsvítí se a vše bude svařeno! Ale zároveň trpí, elektroda hoří a utrpí kvalita oblouku. Proto k ní položí kousek grafitu, zapálí a odnesou na místo svařování. Zhášení na konci také není pohodlné, je potřeba přerušit oblouk a hořák s unikajícím plynem ponechat na vyhřívané ploše a nějakou dobu jej chránit před kyslíkem.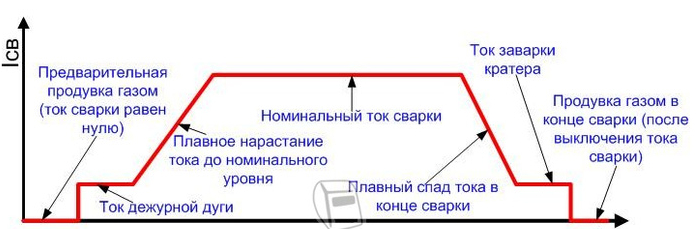
Teď mám pár otázek! A sakra, kdo má masky za 40 tisíc rublů. Všechna fóra jsou tichá a nesdílejí informace. YouTube s lekcemi odhalil tajemství!!
Ale vše je v pořádku!! Do měniče jsem dal spínač z 2109 s cívkou.
Toto je přepínač:
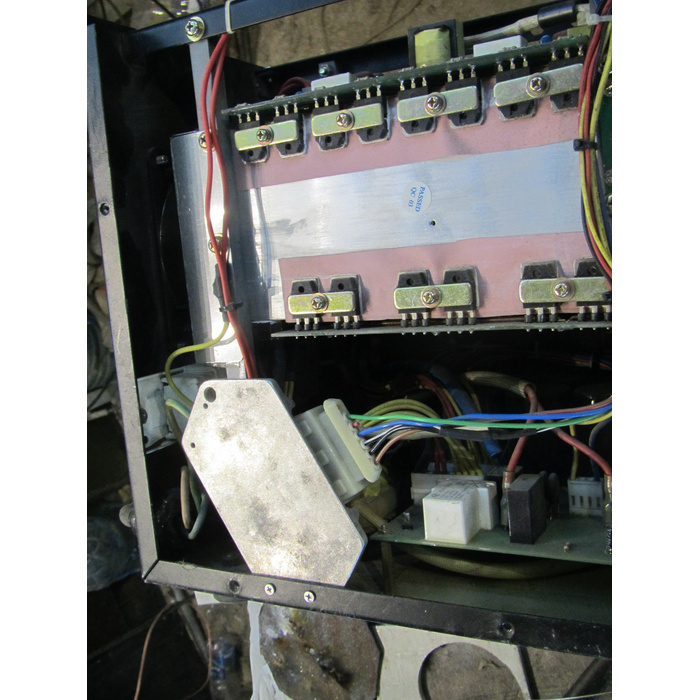
Toto je cívka 2108 vzadu, před ní je vysokonapěťový usměrňovač
Střídavý proud z cívky je usměrněn, proráží vzduchovou mezeru a touto strmou přední částí indukuje EMF v prstenci, kterým prochází proudový výstup z měniče.
V praxi se tomu říká oscilátor a při přivedení elektrody k dílu se ve vzdálenosti 3-5 mm zapálí oblouk, který se rozvine ve svařovací. Vařil jsem s takovými elektrodami mnoho let a byl jsem rád, že je nemusím tlouct o kus kovu.Zde se toto vše hodilo, jen s tím rozdílem, že oblouk v prostředí inertního plynu se rozsvítí již od 100 milimetrů!! Prostě Tesla!! Ukaž triky.
Do měniče jsem vložil i procesor AVR, který stisknutím tlačítka na hořáku
Spravuje:
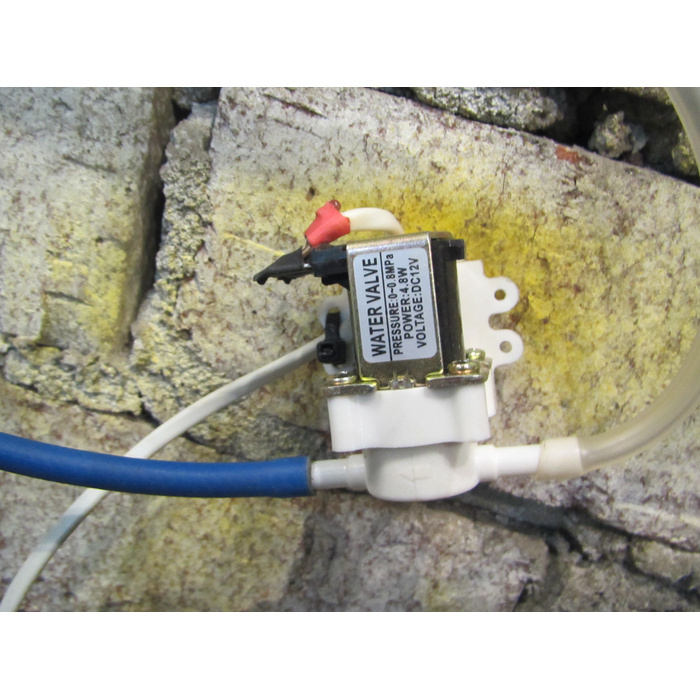
plynový ventil, ovládá oscilátor, reguluje proud svářeče plynule zvyšuje a zhasíná a uvádí střídač do nouzového režimu. Z nějakého důvodu má můj proud = 0, když je knoflík v poloze. Přesto je zde proud a oblouk hoří. A tady úplně narušuji generaci PWM. A ovládám i pípák, který mi pípá o různých režimech.Zde je deska procesoru vpravo dole
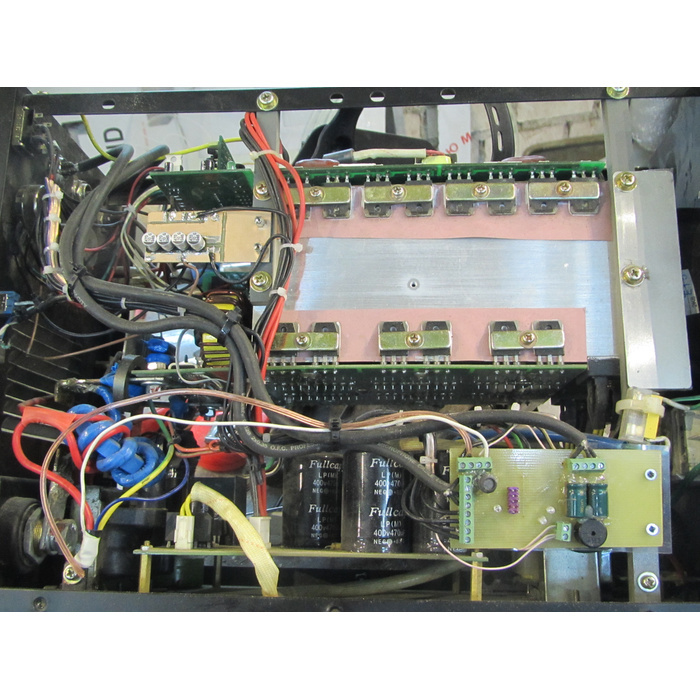
A vlevo dole je ten samý kroužek, který indukuje hrozné kilovolty s nulovým proudem na drátech od svářečky!! Proud je tak malý, že jiskry létají přímo do vašeho prstu a vy si toho nevšimnete.
Poté je program proveden procesorem, jak je znázorněno na grafu!! Stiskl jsem tlačítko, plyn se rozjel, pak se proud postupně zvyšoval, pustil jsem, vše končí jako v grafu.
Testovací jízdy odhalily spoustu otázek!! Specialisté mlčí, jako bych se neptal!
Například na kolik sekund? Potřebujete před svařováním uvolnit plyn? Ukázalo se, že když je ventil zavřený a je před hořákem, je v potrubí tlak, a když se otevře, okamžitě je „zilch“ a pak rovnoměrný průtok 10 lmin. Čas byl zkrácen na 0.5 sekundy.
Další je čas na pracovní oblouk. Proč se to sakra ukázalo jako zbytečné, pořád nechápu proč, zatím jsem to z tohoto firmwaru odstranil!! Možná mě někdo, kdo ví, může osvětlit? . Aktuální čas náběhu!! Také jsem to snížil na 0.5 sekundy. Proč žvýkat soplíky?? Je potřeba to uvařit.
Zajímavá hodnota je i doba doznívání proudu, nechal jsem to déle, aby se po dovaření kráter v tomto místě svařil a nepropálil.A doba, za kterou plyn vyfoukne bez oblouku, závisí na proudu a teplu součásti.
Tady je vlastně problém!! Oblouk zhasne a můj mozek odstraní hořák, maska otevře obraz a vy vidíte rozžhavené části, pamatujete si, že byste ji neměli odstraňovat.
Naprogramoval jsem pípák, aby pípal jinak!! Nejlepší je v tuto dobu krátkodobé čůrání! Myslím, že jsem na to zvyklý. Ale škola s elektrodami mocně sedí v hlavě, oblouk zhasne – konec svařování.Zdá se, že jsem se do toho dostal, vařím nejrůznější kraviny a jsem šťastný!! Když se mi vybavila myšlenka: “Co sakra, ptám se tlačítka na hořáku, stiskl jsem ho a pojďme vařit, pustit a dovařit.”
Zároveň programově generuji všechna zpoždění.Teď jsem to udělal jinak!! Zpoždění nyní určuji sám za pochodu.
Stiskl jsem tlačítko – plyn nastartoval, pustil – oblouk se rozsvítí s plynulým nárůstem, vaříte bez držení tlačítka, což je mnohem pohodlnější než jeho držení, stisknu podruhé – proud klesne a svařování se zastaví , po uvolnění tlačítka se přívod plynu zastaví. Nyní foukám plyn, dokud oblast svařování nevychladne. To vše je doprovázeno výškovým reproduktorem Morseovy abecedy, abyste se neztratili v režimech.Možná ti specialisté, kteří psa v této věci zabili, poradí něco jiného.
Jak spravovat režimy.

Samotný proces svařování je 1000x příjemnější a jednodušší než elektrody!! Tady je čas lenošit! Ale zase je tu katastrofální nedostatek rukou!! Jeden má hořák a druhý má aditivum. Ovládám všechny druhy svorek a svorek. Ne vždy je možné uchopit tenký díl držením rukou bez přísady, zejména koutového svaru. Velmi tenké (vyzkoušeno 0.35) ke svaření, je potřeba mít přísadu takové tloušťky, při nízkém proudu přísada déle nataví součást, výsledkem není krásný velký šev. Také velké kusy železa je potřeba vařit s hustší přísadou, rychle dochází.
Z nějakého důvodu mám potíže svařit tenký koutový svar na tlustý! Pokud je proud dostatečně velký na roztavení tlusté části, pak sebemenší otočení oblouku směrem k tenkému okamžitě způsobí díru. Pokud je malý proud, pak se šev nelepí na tlustý, prostě odvádí všechno teplo a neroztaví se. Vsunutím přísady mezi tenkou část a oblouk – trik je dosažen!! Ale není stabilní a šev je křivý a děsivý! Zkrátka jako u všeho je potřeba se učit. A naučte se teorii!Zde jsem svařil lednici Damroth z nerezové oceli na měsíční destilaci. Rád vařím z nerezové oceli, teče rovnoměrně ve švu.

Závěr z toho všeho. S určitým úsilím můžete použít střídač za 5 tisíc rublů. vyrobit TIG, který stojí pětkrát více.
K podpoře
1 год vzadrovnou: nejsem svářeč
Doba proplachování (před svařováním) závisí na parametrech hořáku. argon, helium nebo jejich směs by měly naplnit plynový systém a vytěsnit veškerý kyslík. Pokud vždy používáte jeden hořák a nastavíte jeden tlak na reduktoru a jeden průtok na rotametru, můžete nastavit konstantní dobu proplachování. u průmyslových zařízení se často nastavuje od 0 do 10 s;
zapalovací proud. se nastavuje v závislosti na průměru elektrody a svařovacím proudu. Pro většinu aplikací postačuje rozsah 5-20 A. Méně problematické vzhledem k charakteristikám proudově-napěťové charakteristiky oblouku.
stát na zapalovacím proudu nemá moc smysl, pokud oblouk zapálíte ne na svědka (grafit, měď nebo i železná deska, ze které přenesete oblouk na součást);
aktuální vzestup. hladký je vyžadován, když je velký rozdíl mezi zapalovacím a svařovacím proudem. dva důvody: 1) pokud zapálíte oblouk a okamžitě přepnete na vysoký proud, elektroda může prasknout kvůli nerovnoměrnému náhlému zahřátí; 2) při prudkém nárůstu proudu působí na oblouk tlaková síla, která zvyšuje ekvivalentní odpor oblouku. pokud zdroj nemá dostatečné napětí, může dojít k přerušení oblouku. Pozoroval jsem to při nízkých proudech (méně než tři ampéry). v praxi to lze ignorovat.
Na libovolné proudy do tří set ampér obvykle stačí půlsekundový náběh – zde je lepší podívat se na konkrétní požadavky v technickém průkazu, pokud tam je;
svařování – tady není moc co říct. Můžete přidat pouze pulzní režim, kdy v pauze při nízkém proudu lázeň krystalizuje a hořák se pohybuje a v pulzu vysoký proud zajišťuje průnik. odborné zdroje takový režim mají;
pokles To je opravdu důležitá věc, pokud svařujete kritický spoj. plynulý spád zajišťuje svaření kráteru bez důlků a děr. Čas se volí v závislosti na materiálech a svařovacím proudu. v praxi téměř vždy stačí úprava 0-10 s;
ofukování (ochrana svařovací zóny po svařování). pokud neplánujete vyčistit šev, věnujte několik sekund navíc. pokud vaříte něco konkrétního, je lepší déle foukat, než to předělávat. titan se například dobře vaří v argonu, ale bez foukání snadno reaguje s kyslíkem ve vzduchu a mění se v bílý prášek. Některé věci se dokonce vaří pomocí plynu vháněného ze zadní strany švu. nebo i úplně – v řízeném prostředí, kdy je díl umístěn do evakuovaného prostoru, který se po evakuaci zaplní argonem.
o stisknutí tlačítek. v profesionálním vybavení se tomu říká
režim push-pull – stiskněte tlačítko, profoukněte, oblouk je vybuzen, počkejte několik desítek milisekund, než se oblouk stabilizuje, a začne narůstání. Pustil jsem kliku – začal pokles, oblouk se zlomil, stáli jsme požadovanou dobu v proudu vzduchu.
čtyřtaktní režim – stisk tlačítka – propláchnutí systému, zapalování. čekáme u zapalovacího proudu;
uvolněte tlačítko – proud se začal zvyšovat;
stiskněte znovu – pokles začíná. po přerušení oblouku – foukání. Navíc proudění vzduchu nekončí, dokud tlačítko neuvolníte.ve skutečnosti je svařování permanentním argonem nejjednodušším a nejsrozumitelnějším typem svařování. vše je vidět. vše se dá celkem snadno ovládat. Charakteristika proudu a napětí a svařovací cyklus jsou jednoduché jako sklenice vodky. cena je navýšena pouze díky doplnění plynového systému a oscilátoru, což vyžaduje zavedení ochran












