Obecné a specifické principy: jak funguje invertorový svařovací stroj
Přeměna střídavého proudu na stejnosměrný proud se provádí pomocí usměrňovačů na bázi diodového můstku. Střídavý proud je možné získat i ze stejnosměrného proudu, ale k tomu budete potřebovat úplně jiné zařízení – střídavý střídač. Tato zařízení se používají nejen ve formě měničů, ale také v jiných elektrických zařízeních, například při svařování.
Vlastnosti invertorového svařování

Na rozdíl od konvenčního svařování má provoz invertorového zařízení své vlastní charakteristiky. Základem konstrukce je střídač přeměňující stejnosměrný proud na vysokofrekvenční střídavé napětí.
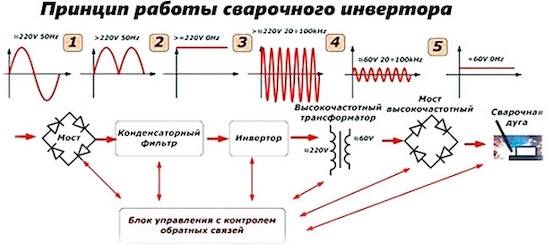
Pracovní proces a princip činnosti svařovacího invertoru je následující:
- Usměrňovač instalovaný na vstupu přijímá síťové napětí 220 voltů s frekvencí 50 Hz. Poté vstupuje do tzv. šikmého diodového můstku, sestávajícího z klíčových tranzistorů.
- V tomto můstku se tvoří vysokofrekvenční obdélníkové impulsy dosahující 50 kHz. Díky této transformaci v obvodu se stal možným vysokofrekvenční pulzní snižovací transformátor. Použití tohoto zařízení znamená snížení vysokofrekvenčního napětí na požadovanou provozní hodnotu.
- Usměrňovač instalovaný na výstupu převádí výsledné napětí s požadovanou amplitudou na pracovní napětí, které bude využíváno při svářečských pracích.
Díky speciálnímu materiálu jádra transformátoru bylo celé zařízení relativně lehké a kompaktní. Úspěšná technická řešení a speciální komponenty použité při konstrukci střídače umožnily získat svařovací stroj na výstupu, který není ovlivněn rázy a poklesy stejnosměrného proudu a síťového napětí. Při překročení přípustných limitů spotřeby se zařízení úplně vypne, což signalizuje rozsvícení žluté nouzové kontrolky.
Jak skrýt dráty z elektrických spotřebičů v bytě – nejlepší nápady, efektivní metody a inspirativní fotografie
Abyste plně porozuměli možnostem svařovacího invertoru, musíte znát strukturu svařovacího invertoru a na jakých principech funguje.
Zařízení a princip činnosti
Než se zamyslíte nad otázkou, jak funguje svařovací invertor, musíte si vzpomenout na konstrukci konvenčního stroje a poté obě zařízení porovnat. Stará svařovací zařízení byla navržena na bázi výkonového transformátoru. Snížilo střídavé síťové napětí a na jeho sekundárním vinutí se objevily vysoké proudy – od desítek do stovek ampér, nutné pro proces svařování.
Proud na sekundárním vinutí se zvyšoval stejnou měrou jako klesalo napětí. K tomuto účelu byl jako vinutí použit drát velkého průměru se sníženým počtem závitů. Požadovaný vysoký výkon a provoz při síťové frekvenci 50 Hz vedly k tomu, že velikost a hmotnost konvenčního svařovacího zařízení se ukázaly jako velmi velké a neskladné. To způsobilo spoustu nepříjemností při přesunu z jednoho místa na druhé při práci.
Vývoj stejnosměrných svařovacích invertorů tyto nevýhody, zejména spotřebu energie, zcela odstranil. Pracovní frekvence, zvýšená na 60-80 kHz a vyšší, vedla ke snížení celkových rozměrů a hmotnosti zařízení. Například, když se frekvence převáděného napětí zvýší 4krát, rozměry transformátoru se zmenší přibližně 2krát. V konečném důsledku se snižuje hmotnost celého zařízení, stává se méně materiálově náročným díky úspoře mědi a dalších drahých materiálů.
Nyní musíte zjistit, proč je potřeba měnič a odkud pocházejí proudy s vysokou frekvencí 60-80 kHz, když v elektrické síti je toto číslo pouze 50 Hz. Požadovaného výsledku je dosaženo použitím invertorového obvodu, který obsahuje výkonné klíčové tranzistory. Jejich přesné přepínání umožňuje získat požadovanou vysokou frekvenci. Tento proces začíná po přivedení konstantního napětí na ně přes usměrňovač.
Síťové napětí je usměrněno provozem výkonného diodového můstku s následným vyhlazením filtračními kondenzátory. Jedná se o první stupeň přeměny, na jehož konci vzniká konstantní napětí 220 V a vyšší. Právě ten funguje jako zdroj energie pro samotný střídač, jehož tranzistory jsou připojeny k redukčnímu transformátoru. Spínání tranzistorů probíhá na vysoké frekvenci, proto bude transformátor pracovat na stejné frekvenci – 60-80 kHz.
Při práci na takových ultrafrekvencích již nejsou potřeba objemná zařízení, takže velikost transformátoru je výrazně snížena a spotřeba svařovacího invertoru zůstává stejná jako u konvenčního stroje pracujícího na 50 Hz.
Nastavení a regulace svařovacího proudu
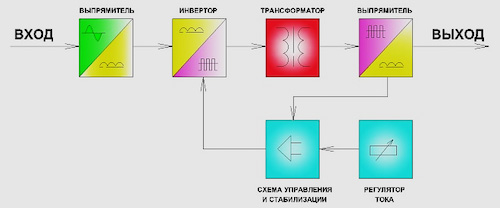
Pro regulaci svařovacího proudu jsou invertorové přístroje vybaveny speciálním elektronickým regulátorem. Konkrétní parametry se volí potenciometrem umístěným na předním panelu zařízení. Jeho rukojeť se otáčí a postupně se nastavuje určitá úroveň počátečního napětí na vstupu. Jsou zde umístěny logické prvky vytvořené v podobě operačních zesilovačů.
Na výstupu je proudový snímač, ze kterého je přijímán signál přes zpětnovazební linku. Pomocí komparátoru je skutečné získané napětí porovnáno s úrovní napětí specifikovanou při nastavení potenciometrem.
Pokud se napěťové úrovně neshodují, v tomto případě impuls přicházející do regulátoru změní svou amplitudu. Současně se změní i pracovní cyklus impulzů vydávaných regulátorem. V důsledku toho se změní i spínací režim tranzistorů, čímž se ovlivní hodnota svařovacího proudu. Podstatou tohoto obvodu je udržení určité rovnováhy a hodnoty mezi skutečným a stanoveným proudem, zajišťující jeho stabilní stav.
Uvažovaný diagram je poměrně obecný a slouží jako příklad interakce uzlů, částí a bloků ve všech měničích. Podrobnější elektrické obvody v různých modelech se mohou lišit svými konstrukčními vlastnostmi.

Provoz automatizace ve svařovacích zařízeních:
- Funkce Ark Force. Navrženo k vynucení nebo zvýšení výkonu elektrického oblouku. To je nezbytné v případech, kdy kapka kovu z roztavené elektrody neodchází včas a visí, čímž se zmenšuje velikost mezery. V důsledku toho se elektroda může přilepit k obrobku, takže svařovací proud se na krátkou dobu zvýší a rychle odfoukne kapku kovu.
- Funkce Anti Stick. Na samém začátku, když dojde k oblouku, se elektroda může přilepit ke svařované části. V tomto okamžiku proud prudce klesá, elektroda se uvolní a zařízení se vrátí do původního stavu.
- Funkce Hot Start. Tato možnost je navržena tak, aby usnadnila spuštění elektrického oblouku. V okamžiku zapálení, kdy je elektroda odstraněna z obrobku, svařovací proud na krátkou dobu prudce vzroste, poté se objeví stabilní oblouk.
Působení automatizace v kombinaci zajišťuje rychlý provoz invertorového zařízení a vysokou kvalitu svarů.
Технические характеристики
Navzdory různým typům měničů prezentovaných na trhu s elektrotechnickými výrobky mají všechny stejné parametry a vlastnosti. Rozdíl spočívá pouze ve velikosti těchto indikátorů, což umožňuje vybrat nejvhodnější zařízení.
Mezi nimi jsou následující:
- Svařovací proud s širokým rozsahem nastavení. U profesionálních zařízení je větší a u domácích méně.
- Doba nepřetržitého provozu při určité hodnotě zvoleného svařovacího proudu.
- Přítomnost volnoběhu, vysoká spotřeba energie střídače.
- Závislost na napětí a dalších parametrech elektrické sítě.
Všechny hlavní indikátory přímo souvisejí s charakteristikami usměrňovače instalovaného na vstupu a se samotným frekvenčním měničem. Na moci hodně záleží. Průmyslová zařízení se vyrábějí poměrně výkonná – až 20 kW. Takové zařízení se v každodenním životě nepoužívá, protože běžné sítě prostě nemohou odolat vysokému zatížení. Cena konkrétního zařízení také závisí na množství energie.

Všechny typy střídačů moderních modifikací mohou provádět několik základních operací:
- Svařování v poloautomatickém režimu pomocí inertních plynů nebo oxidu uhličitého.
- Ruční obloukové svařování konvenčními elektrodami.
- Argonové obloukové svařování v prostředí ochranného plynu. Pro plnění této funkce mohou být zařízení vybavena dalšími možnostmi – bezkontaktní zapalování oblouku, postupné snižování proudu, nastavitelná doba foukání plynu, pulzní režim a další.
Několik dalších funkcí poskytuje pohodlnější a pohodlnější práci na svařovacím zařízení:
- Po ukončení podávání drátu dojde k jeho automatickému spálení. Tato možnost se nazývá měkká povrchová úprava převodníku.
- Synergetika – automatické nastavení svařovacích parametrů na předem určené hodnoty nastavené úpravami.
- Pomocí funkce dvou cyklů se posuv drátu přepne z automatického na ruční a zpět.
- Možnost indukčnosti snižuje rozstřik kovu. S jeho pomocí se kontroluje stabilita oblouku a šířka svaru.
Výhody a nevýhody
Svařovací zařízení invertorového typu má řadu nepochybných výhod. Toto zařízení je považováno za velmi spolehlivé a snadno použitelné. Svářeč musí pouze hladce a rovnoměrně pohybovat elektrodou přes spojovací šev, aniž by se dotkl povrchu výrobku.

Výhody svařovacích invertorů jsou následující:
- Mnoho operací se provádí automaticky. Pokud nastanou nouzové situace, automatika se spustí a rychle vypne zařízení, čímž se transformátor ochrání před přehřátím.
- Vysokovýkonový měnič, stejně jako nízkofrekvenční transformátory.
- Malé celkové rozměry a hmotnost, usnadňující pohyb zařízení na pracovišti.
- Široký rozsah nastavení proudu a dalších parametrů svářecího zařízení.
- Vysoká účinnost při nízké spotřebě elektrod, kompatibilita zařízení s různými typy drátů a elektrod.
- Schopnost vykonávat práci v jakékoli pozici.
Je známo, že ideální zařízení neexistuje, proto svařovací invertory mají určité nevýhody:
- Svařovací invertory jsou velmi drahé, přibližně 2x vyšší než cena konvenčního svařování.
- Zařízení může selhat i kvůli malé elektronické poruše. Zařízení vyžaduje pravidelné čištění stlačeným vzduchem.
- Velké množství elektroniky ukládá omezení jejich použití v podmínkách vysoké vlhkosti, například během deště.
- Některá svářecí zařízení reagují velmi citlivě na změny teploty.
- Kvůli přepětí není vždy možné řezat silné kovy.
- Nákladné opravy, které mohou dosáhnout 25-30% celkových nákladů na celou jednotku.
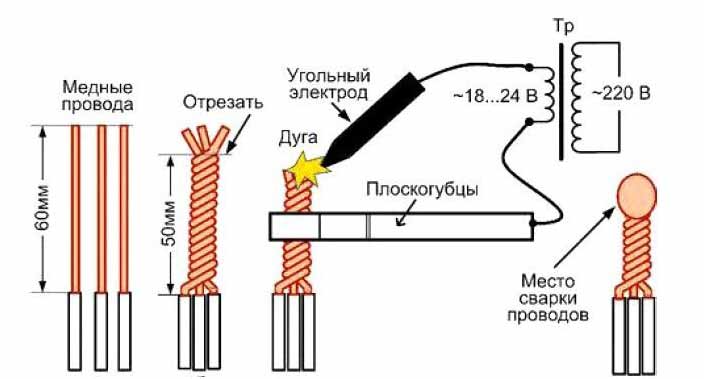
Svařování měděných drátů: technologie, svářečky

Svařování měděných drátů invertorem uhlíkovými a grafitovými elektrodami a bodovou metodou

Princip činnosti a schéma zapojení generátoru střídavého proudu

Multimetr: účel, druhy, označení, značení, co lze multimetrem měřit
Svařovací invertorový obvod
Jaký svařovací invertor je lepší vybrat pro dům a zahradu?
V soukromém domě a venkovském domě je vždy potřeba něco vařit. Abyste nekontaktovali profesionály pro malé detaily (a neplatili jim), můžete si koupit levný svařovací stroj a učit se. Pro získání těchto dovedností se doporučuje zakoupit stejnosměrné svařovací stroje a zejména svařovací invertory. Mají malé rozměry, málo váží a s jejich pomocí získáte kvalitní šev i bez větších zkušeností.
Co je to svařovací invertor a jak funguje
Toto zařízení se nazývalo střídač, protože přeměňuje střídavý proud sítě 220 V o frekvenci 50 Hz na vysokofrekvenční kmity a poté na stejnosměrný proud. Současně má zařízení vysokou účinnost: asi 85-90% a i při poměrně velkém zatížení se počítadlo trochu „navíjí“. V každém případě nebudete muset platit šílené účty. Spotřeba bude o něco vyšší než bez svařování, ale ne o moc.

Většina invertorových svařovacích strojů pracuje z domácí sítě 220 V (existují i přístroje od 380 V). A to je jedna z jejich výhod. Navíc na to nemají prakticky žádný vliv, tzn. nesnižujte napětí. Buďte klidní na své sousedy: ani nebudou vědět, že svářete. Druhou důležitou výhodou je, že mohou pracovat víceméně normálně při sníženém napětí. Samozřejmě je třeba se podívat na specifikace, ale při 170 V většina z nich stále umožňuje pracovat s 3mm elektrodou. To je velmi důležité zejména pro venkovské oblasti, kde je nízké napětí spíše normou než výjimkou.
Pro začátečníky je také dobré, že je snazší získat a udržet oblouk při použití invertorového svařování. A obecně podle mnohých vaří „jemněji“ a má „lehčí“ oblouk. Pokud se tedy chcete naučit vařit, zkuste nejprve svařování invertorem.
Základy svařování invertorem
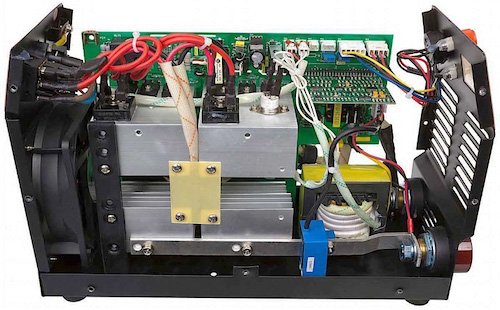
Nejprve se podívejme na konstrukci svařovacího invertoru. Nebudeme se dívat na „nádivku“; podíváme se na to, co je nahoře a co budeme muset použít.

Toto zařízení je malá kovová krabička, která v závislosti na výkonu váží od 3 kg do 6-7 kg. Skříň je obvykle kovová, někteří výrobci do ní dělají ventilační otvory pro lepší chlazení „náplně“ (většinou transformátoru). K dispozici je pásek na přenášení a někdy i rukojeť: pás se nasazuje na rameno, pokud práce vyžaduje pohyb.
Jeden z panelů má vypínač nebo přepínač. Přední část obsahuje indikátory napájení a přehřátí. Nechybí ani knoflíky pro nastavení napětí a svařovacího proudu. Na předním panelu jsou také dva výstupy – „+“ a „-“, ke kterým jsou připojeny pracovní kabely. Jeden kabel končí sponou na clothespin, která je připevněna k dílu, druhý – s držákem elektrody. Konektor napájecího kabelu je obvykle umístěn vzadu. To je vlastně všechno.
Při nákupu střídače dbejte na to, aby byly kabely dostatečně dlouhé a flexibilní: usnadňuje to práci. Právě na nedostatečně dlouhé a tuhé pracovní kabely si uživatelé oblíbené značky invertorových svařovacích strojů „Resanta“ stěžují nejvíce.
Obecné principy práce s invertorovým svařovacím strojem jsou popsány v tomto videu.
Svařování s invertorem pro začátečníky
Jako u každého elektrického svařování dochází k roztavení kovu vlivem tepla elektrického oblouku. Vzniká mezi svařovací elektrodou a svařovaným kovem. Pro vytvoření oblouku jsou připojeny k opačným pólům: „+“ je aplikováno na jeden, „-“ na druhý.
Při připojení elektrody k „mínusu“ a části k „plus“ se připojení nazývá „přímé“. Pokud je na elektrodě přiloženo „plus“, zapojení je obrácené. Obě možnosti se používají při svařování, ale pouze pro kovy různých tlouštěk: reverzní – pro svařování tenkých kovů; rovné – pro svařování silných kovů (nad 3 mm tloušťky). Ale to není neměnné pravidlo, někdy to dělají naopak.

Co toto rozdělení v praxi způsobuje? Fyzika procesu. Když dojde k oblouku, elektrody se pohybují z mínusu do plusu. A zároveň předávají svou energii kladně nabitému povrchu, čímž zvyšují jeho teplotu. Proto se prvek, který je připojen ke kladnému výstupu, více zahřívá. Při svařování kovů dostatečné tloušťky je potřeba je dobře zahřát, aby se roztavily a svar byl kvalitní. Proto jim dávají „+“. Tenký kov se naopak může přehřátím spálit a je k němu připojeno „mínus“, čímž se elektroda více zahřívá, ze které do švu proudí více roztaveného kovu.
S invertorem můžete správně svařovat kov pouze tehdy, pokud dobře ovládáte elektrodu. K tomu je třeba správně vzít držák. Jak to udělat, podívejte se na video.
Jak vzniká šev při svařování
Aby byly základy svařování s invertorem jasnější, podívejme se, co se stane, když se vytvoří šev. Pro začátek si ujasněme, že svařovací elektroda pro svařování kovů se skládá z kovového jádra a povlaku – speciálního povlaku, který chrání oblast svařování před kontaktem s kyslíkem obsaženým ve vzduchu. Přečtěte si více o elektrodách pro invertory zde.
Nyní o samotném procesu svařování. Elektrický oblouk se vytvoří, když se jádro elektrody a kov dostanou do kontaktu (viz níže, jak zapálit oblouk). Současně začne povlak hořet. Částečně taje, přechází do kapalného stavu a částečně se mění na plyny. Tyto plyny obklopují svařovací zónu – svarovou lázeň. Zabraňují kyslíku ze vzduchu „pronikat“ do roztaveného kovu. Část povlaku, která se stala tekutou, pokrývá roztavený kov a vytváří druhou vrstvu ochrany. Po vychladnutí se změní na strusku, která krustuje přes šev. A v této fázi struska chrání ještě horký kov před kyslíkem.

Struska a ochrana však nejsou zdaleka jediným procesem, ke kterému dochází a který je třeba kontrolovat. Při svařování je nutné zajistit, aby se spoj dvou kusů kovu rovnoměrně a dostatečně zahříval. Obě části by se měly roztavit do stejné vzdálenosti od okraje. Aby bylo zajištěno rovnoměrné zahřívání, musíte udržovat stejnou vzdálenost od špičky elektrody k součásti. To není příliš snadné: elektroda se během svařování roztaví a částice jejího roztaveného kovu se obloukem přenesou do švu. Proto musíte držák elektrody postupně přibližovat k dílu. Tím ale technika svařování elektrodou nekončí. Také musíte špičkou „vypsat“ některé tvary – klikaté, kruhy, vánoční stromky atd. Umožňují vám rozšířit šev a spojit dvě části dohromady. Nejběžnější pohyby elektrod jsou zobrazeny na fotografii níže.

To znamená, že musíte po jedné z těchto trajektorií posouvat elektrodu ze strany na stranu o šířce švu a přitom sledovat stav svarové lázně a snižovat elektrodu, když dohořívá, přičemž vzdálenost k součásti musí být konstantní. To je obtížný úkol, před kterým stojí ti, kteří se chtějí naučit svařovat kov. Se svařovacím invertorem je to jednodušší – oblouk je konstantní a neskáče, ale zpočátku se vám to nemusí podařit.
Toto video ukazuje ve velmi pomalém pohybu přenos kovových částic z elektrody do svarové lázně a způsob jejího vzniku.
Jak se naučit svařovat kov s invertorem
Začněte trénink zapálením oblouku. K tomu budete potřebovat kromě přístroje, kovu (tloušťka 5-6 mm) a elektrody také svářečskou masku a legíny (silné kožené rukavice), stejně jako silné oblečení a boty vyrobené ze silné kůže na ochranu proti jiskrám a vodnímu kameni.
Začněte práci připojením svařovacích kabelů. Poté se vybraná elektroda vloží do držáku (pro začátek vezměte MP 3 o průměru 3 mm – snadno se zapálí a dobře se vaří). Po zapnutí napájení nastavte svařovací proud (viz tabulka). Pro elektrodu o průměru 3 mm je proud nastaven na 90-120 A. Proud lze upravit během procesu svařování. Pokud vidíte, že výsledkem není váleček, ale jen nějaké nesouvislé pruhy, zvyšte jej. Pokud je kov naopak velmi tekutý a je obtížné svarovou lázní pohybovat, snižte ji. Nastavení značně závisí na zařízení a zvolené elektrodě. Tak to zkuste, změňte to. Po nastavení proudu si nasaďte svářečskou masku (pro začátečníky bude snazší pracovat v masce chameleona) a můžete pracovat.
Svařování s invertorem pro začátečníky začíná učením se, jak zapálit oblouk. Existují dva způsoby: několikrát poklepejte špičkou elektrody na součást nebo ji udeřte jako zápalku. Oba způsoby fungují. Co je pro vás výhodnější, použijte to. Ale do budoucna mějte na paměti, že je třeba škrábat podél linie švu, aby na produktu nezůstaly žádné stopy. Abyste důsledně zapálili oblouk, budete muset chvíli cvičit a spálit několik elektrod.
Když se oblouk bez problémů rozsvítí, můžete jít dál a ovládat pohyby. To se provádí položením válečků na silný kov. Na kovovou destičku nakreslete křídou čáru, která nahradí váš šev. Pak udeříte obloukem. V místě, kde spočívá, se kov roztaví a pokryje se filmem tekuté strusky. Toto místo se nazývá svarová lázeň. Budete jej tedy muset posunout po nakreslené čáře. Udělejte to jedním z pohybů znázorněných na obrázku výše.
Aby se lázeň mohla pohybovat, musí být elektroda mírně nakloněna, přibližně v úhlu 50-45°. Někdo má větší úhel, někdo menší. Obecně platí, že nakláněním elektrody měníte velikost (šířku) svarové lázně. Můžete experimentovat: při svařování existuje mnoho různých technik a důležité je pouze to, aby byl šev vysoce kvalitní, a jak toho dosáhnete, je vaše věc, zejména proto, že budete pracovat pro sebe a pro sebe.
Existují dvě hlavní pracovní polohy elektrody: dopředu a dozadu. Při svařování pod úhlem dopředu získáme méně tepla a šev bude širší. Tato technika se používá při svařování tenkých kovů.. Silné se obvykle svařují pod úhlem dozadu.

Ale úhel sklonu nejsou všechny parametry, které budou muset být zachovány. Nechybí ani délka oblouku. Toto je vzdálenost od špičky elektrody k povrchu součásti. Průměrný oblouk je 2-3 mm, krátký je 1 mm nebo dokonce těsně vedle sebe, dlouhý je 5 mm nebo více, dokud se neuvolní. Cvičení začíná prací na průměrné délce oblouku. Udržujte 2-3 mm ke kovu. Potom bude šev hladší a kvalitnější: pokud je mezera příliš velká, oblouk začne přeskakovat, ohřev kovu je nedostatečný, šev se ukáže jako rozmazaný a spojení je nespolehlivé. U krátkého oblouku vzniká další problém – šev je příliš konvexní kvůli příliš malé topné zóně. To také není dobré, protože zůstávají podříznutí – drážky podél švu na dílu – snižující pevnost spojení.

Poté, co budete nějakou dobu trénovat pokládání korálků různými pohyby a když mají korálky stejnou šířku a povrchové vločky přibližně stejné velikosti, můžete zkusit švy svařit. O typech švů a spojů a jejich přípravě si můžete přečíst zde nebo se můžete podívat na další lekci „Svařování pro figuríny“.
Všechny základy svařování s invertorem pro začátečníky. Zbývá vám jen praxe: k tréninku musíte používat více než jednu elektrodu. Dokonce možná více než jeden kilogram. Když vaše ruka bude dělat všechny pohyby sama, bude vám vše připadat naprosto nekomplikované.
Chcete-li si upevnit nabyté znalosti, zkuste nejprve trochu procvičit ruku bez elektrody, procvičovat pohyby s tužkou v ruce. To je také dobrá varianta, možná se vám bude zdát přijatelnější. Tento videonávod o svařování s invertorem pro začátečníky vše velmi jasně, jednoduše a snadno vysvětluje. Pokud existují nějaké nejasnosti, zkontrolujte je. Pochopíte, jak vařit pomocí invertorového svařování. Mnoho užitečných informací pro začínající svářeče.
A nakonec o některých funkcích provozu svařovacích invertorů. Velmi se bojí prachu, zejména kovového. Proto je vhodné v jejich blízkosti nepoužívat úhlovou brusku a provádět pravidelné čištění vysavačem uvnitř (po uplynutí záruční doby). Nedoporučuje se je používat za deště nebo ve vlhkých prostorách. To platí zejména pro levné modely pro domácnost. Mají sice ochranu proti úrazu elektrickým proudem, ale i tak je lepší hrát na jistotu.
Při výběru elektrod věnujte pozornost oblasti jejich použití: musí být vhodné pro provoz na stejnosměrný proud. Při svařování nejvyšším proudem nebo napětím je provozní režim přerušovaný. Je uveden pro každé zařízení v pasu.