Metody ohýbání trubek v praxi
Napadlo vás někdy, jak vznikají složité tvary trubek pro jízdní kola nebo nábytek? Ohýbání trubek je umění tvarování kovových trubek bez jejich zlomení, což je nezbytné pro mnoho průmyslových odvětví. Tato příručka pokrývá různé techniky ohýbání, účinky zakřivení a vlastnosti materiálu a výběr správných nástrojů. Ať už jste začátečník nebo expert, získáte přehled o tom, jak dosáhnout přesných a efektivních ohybů trubek pro vaše projekty.
Poslední aktualizace:
28 červen, 2024
Podělte se o svůj názor:

obsah
Technologie ohýbání trubek se vyvíjela spolu s růstem stavby lodí, petrochemie a dalších průmyslových odvětví. V posledních letech se rychle rozvíjí výroba motocyklů, jízdních kol a kovového nábytku.
Metody křivosti a ohýbání
Zakřivení
Při ohýbání trubky je poměr poloviny šířky trubky ve směru ohybu k poloměru ohybu definován jako zakřivení.
- D – průměr trubky (mm)
- B – šířka obdélníkové trubky ve směru ohybu (mm)
Je zřejmé, že čím větší B nebo D a menší R, tím větší je zakřivení.
Metody ohýbání
Technologie ohýbání trubek Podle způsobu ohýbání ji lze rozdělit na rotační, ohýbání plechu, lisování a ohýbání válečkem; podle teploty – studené a horké; a podle přítomnosti trnu – do ohybu trnu a volné.
Vzhled a minimální poloměr ohybu trubky
Při ohýbání trubek je materiál na vnější straně deformační zóny vystaven tangenciálnímu tahu a prodlužuje se, zatímco materiál na vnitřní straně je vystaven tangenciálnímu stlačení a zkracuje se. Primárním projevem je ztenčení materiálu trubky na vnější straně v důsledku prodloužení, a pokud prodloužení překročí rychlost prodloužení materiálu, trubka praskne.
Na vnitřní straně komprese vede k přebytečnému materiálu; pokud tento přebytek překročí schopnost tečení materiálu, vytvoří se na vnitřní straně ohýbané trubky vrásky. Pro zajištění kvality ohýbání trubek je nutné řídit míru deformace v přijatelných mezích.
Mez ohybu – přípustná velikost deformace při ohýbání trubky – závisí na faktorech, jako jsou mechanické vlastnosti materiálu, konstrukční rozměry potrubních tvarovek, tloušťka stěny a proces ohýbání. Tabulka 3-11 ukazuje minimální poloměr ohybu pro měkkou ocel za předpokladu, že poměr tloušťky stěny k průměru je větší než 0,1.
Tabulka 3-11: Minimální poloměr ohybu pro trubky z měkké oceli (t/D ≥ 0,1)
Výběr zápustek pro ohýbání tenkostěnných trubek
1) U ocelových trubek s velkým zakřivením (B/R) a poměrem t/B vyšším než 0,2 se k ohýbání nebo opracování kolena používá metoda indentačního ohýbání.
2) Pro obrobky s malým zakřivením (B/R) a malým středovým úhlem oblouku lze použít metodu lisového ohýbání s horními a dolními matricemi. Ohýbání lisem obvykle vyžaduje t/B > 0,1.
3) Pro obrobky s malým zakřivením (B/R), ale velkým středovým úhlem se doporučuje ohýbání na jednoduché ohýbačce trubek. Upínací mechanismus jednoduché ohýbačky trubek, upevněné na trnu, není jako u hydraulické ohýbačky trubek omezen délkou otočného ramene.
4) Pro obrobky s velkým poloměrem ohybu R, ale i velkým středovým úhlem lze použít tříválcovou ohýbačku. Razítka jsou jednoduchá a všestranná. Prstencové polotovary lze ohýbat do několika kroužků najednou a poté rozřezat na samostatné části.
5) U obrobků s poloměrem ohybu R menším než 350 mm můžete zvážit způsob navíjení na hydraulické ohýbačce trubek. Je to proto, že maximální průměr trnového kola včetně příruby je ≤800 mm, což lze zpracovat na standardním soustruhu, což výrazně snižuje náklady na materiál a tím i celkové náklady.
Při velkých objemech výroby a silném technologickém potenciálu lze poloměr ohybu R zvýšit až na 1000 mm. V současné době může několik tuzemských výrobců vyrábět automatické ohýbačky trubek s poloměrem ohybu 1000 mm.
6) Při navrhování průvlaků pro ohýbání pravoúhlých trubek při 2,5 ≤ R/B ≤ 10 je třeba kromě způsobu navíjení zvážit další pomocné prostředky, jako je vyčnívající pracovní plocha trnového kola nebo vyplnění dutiny trubky pískem nebo jinými plnivy. .
Při ohýbání s velkým zakřivením totiž jiné metody než použití řetězového trnu nemohou zaručit, že vnitřní a vnější průměr trubky bude po deformaci stejný, a řetězové trny jsou velmi nákladné na zpracování.
7) Při výběru ohýbacích průvlaků byste měli vzít v úvahu také poměr tloušťky stěny t a šířky B obdélníkové trubky ve směru ohybu. Větší poměr usnadňuje formování, zatímco menší poměr jej ztěžuje.
Všechny výše uvedené metody výběru, s výjimkou druhé, jsou založeny na poměru t/B ≥0,05. Obrázek 3-73 ukazuje ohybový efekt s vyčnívajícím trnovým kolem naplněným žlutým pískem vlevo a bez písku vpravo. Podmínky ohybu: obdélníková trubka o rozměrech 30 mm × 20 mm × 1 mm, šířka ve směru ohybu 20 mm, poloměr osy trubky po ohybu 60 mm, vlhkost žlutého písku cca 1,5 %.

Výpočet výšky výstupků v jádru modelu pravoúhlého ohybu trubky
Vzorec pro výpočet výšky převisu hlavního kola
Obdélníkové trubky se obecně nepoužívají jako kanály pro kapaliny, ale nejčastěji se používají v nosných konstrukcích příslušenství budov. Obvykle je vyžadován pouze vnější průměr a hladkost dvou bočních povrchů a deformaci vnitřních povrchů se nepřikládá velký význam. Tento přístup umožňuje přijmout opatření, která zabrání vráskám na viditelných površích.
Použití vyčnívajícího tyčového kola u čtvercového a obdélníkového modelu ohýbání trubek je účinným prostředkem pro zamezení vrásnění bočnic. Dlouhou praxí a shromažďováním dat bylo zjištěno, že výšku výstupku lze vypočítat. Základní myšlenkou je převést velikost tlakové deformace uvnitř středové osy trubky na výšku výčnělku jádra.
Výpočet se provádí následovně:
Poměr tlakového přetvoření uvnitř středové osy vynásobený šířkou přetvoření uvnitř středové osy mínus creepová kapacita materiálu za přirozených podmínek (přirozené podmínky znamenají pokojovou teplotu bez pozitivního nebo negativního tlaku) a srovnávací hodnotu (srovnávací hodnota znamená poměr tloušťky materiálu k průměru deformace za podmínek nedostatku tlaku na hranu, tj. vlastní schopnosti materiálu tečení).
Výsledná hodnota, vynásobená dvěma, představuje nárůst délky, když stlačený okraj trubky přechází z přímky do křivky.
Podmínka rovnováhy pro klidný ohyb potrubí je:
- L – deformace v tlaku (mm);
- R – poloměr ohybu (mm);
- t – tloušťka stěny trubky (mm);
- B je šířka trubky ve směru ohybu (mm).
Je-li vypočtená hodnota větší než nula, je nutné nainstalovat výstupek trnu.
V tomto okamžiku lze vypočítaný výsledek přičíst k délce pracovní čáry trnového kola, čímž se přímý úsek otočí do oblouku. Pokud je výsledný oblouk příliš velký a ovlivňuje tvorbu stěn na obou stranách trubky, dobrého efektu lze dosáhnout odříznutím (2-4)t z každé boční stěny (viz obrázek 3-74c).
Pomocí výpočtů jsme zjistili, že hodnota tečení materiálu (2t/B×0,03) je ve skutečnosti poměrně malá. V případě relativně malé tloušťky stačí vypočítaný výsledek odpovídajícím způsobem zaokrouhlit.
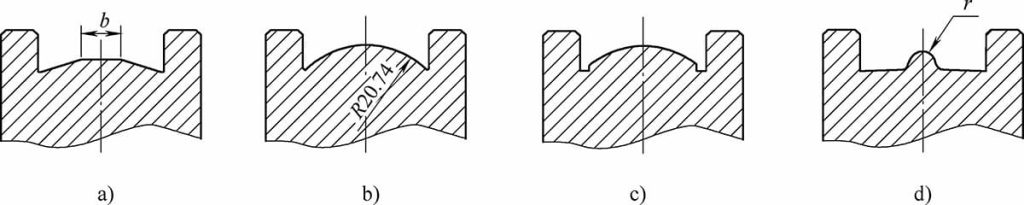
Styly kol
Tvar průřezu výstupku trnu může být lichoběžníkový (viz obrázek 3-74a), obloukový (viz obrázek 3-74b, c) nebo půlkruhový (viz obrázek 3-74d). Tyto tři tvary jsou vhodné pro ohýbání obrobků s malým až velkým zakřivením, resp.
Během fáze prototypování lze za použití stávajících tyčových kol s plochým dnem připojit ocelové pásy vhodné výšky nebo kruhové ocelové tyče vhodného průměru pro zkušební tvarování. Jakmile jsou data shromážděna, úprava tyčových kol může výrazně zlepšit účinnost. Tato metoda výpočtu je vhodná pro pravoúhlé trubky, u kterých vnější rovina slouží jako vnější povrch.
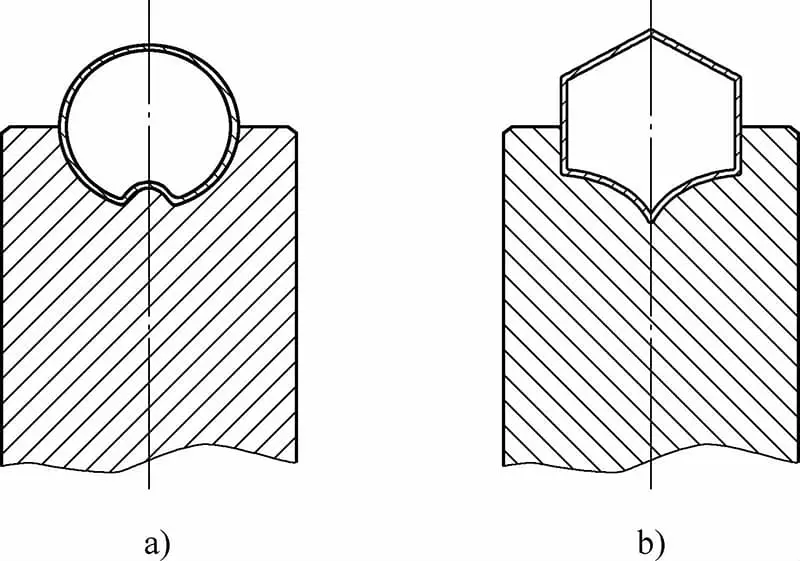
Při rozšíření oblasti použití na ohýbání kulatých a šestihranných trubek je válcování čtvercových trubek stejně významné a efektivní, jak ukazuje obrázek 3-75.
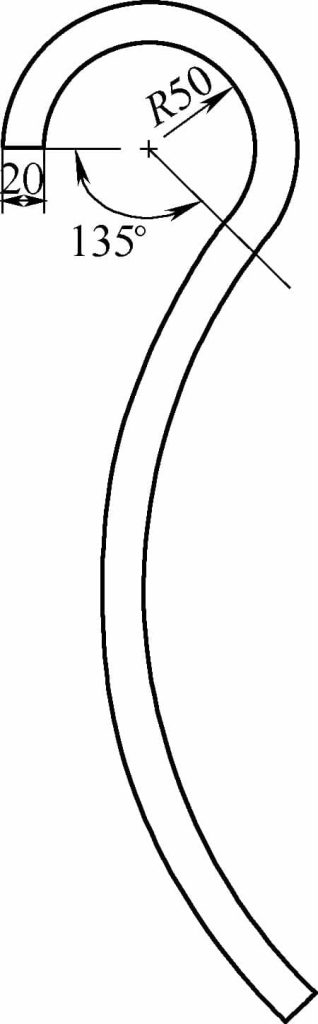
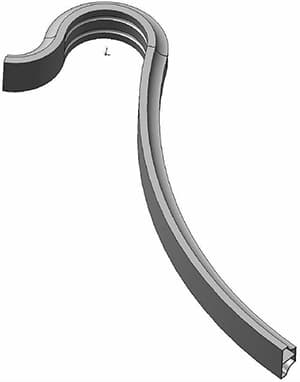
Uvažujme například pravoúhlou trubku s vnějšími rozměry 20 mm x 30 mm a tloušťkou stěny 1 mm, ohnutou na šířku 20 mm na poloměr R=50 mm. Polotovar po zpracování je znázorněn na obrázku 3-76. Vypočítejte výšku výstupku v jádrovém kole.
Dáno: R = 50 mm, B = 20 mm, t = 1 mm.
Dosazením těchto hodnot do vzorce dostaneme
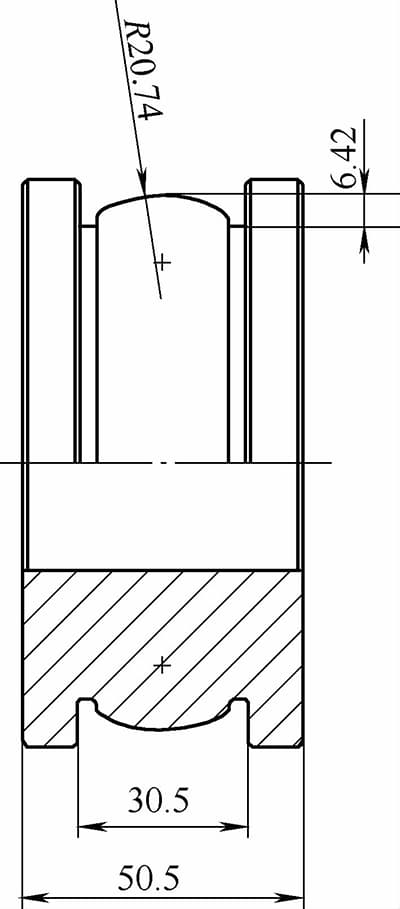
2 × (0,2 × 9 – 0,006) mm = 3,588 mm, s výškou tětivy 6,42 mm, jak je znázorněno na obrázku 3-77.
Když je relativní poloměr ohybu trubky příliš malý (B/R ≤ 5), přebytečný materiál na vnitřní straně středové osy je příliš velký na to, aby jej pojal jediný ohyb. V takových případech se pro zpracování trnového kola používá metoda dvojité křivky, známá také jako metoda dvojité hrany, jak je znázorněno na Obr. 3-78.
Podmínky tváření zobrazené na obrázku 3-79 jsou následující: centrální žebro je vyrobeno z trubky z hliníkové slitiny o tloušťce 1,2 mm, šířce 50 mm a směru ohybu B 25 mm; pracovní průměr trnu je 100 mm. Trubice je naplněna pískem, jehož vlhkost je přibližně 1,5%.
Ohyb větší než otočení o 360 stupňů.
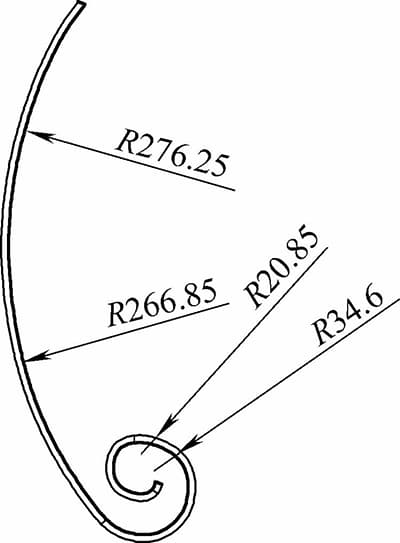
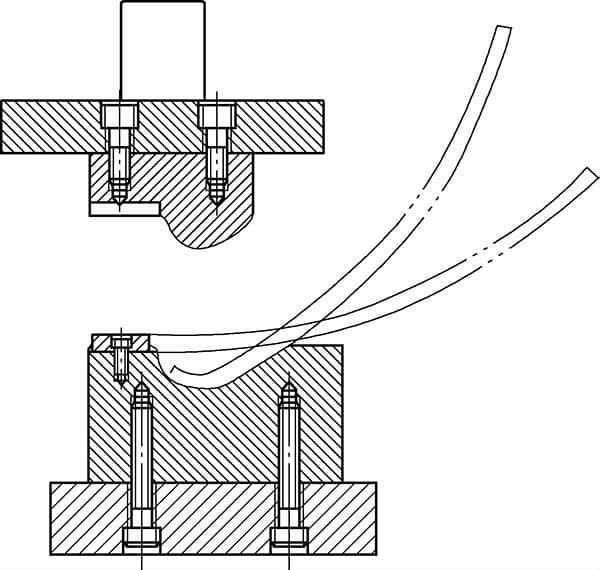
Obrázek 3-80 znázorňuje typ nohy ohniště vyrobeného z dutých profilových trubek 40×8×0,8 válcovaných za studena. Tato část je kategorizována jako ohýbací forma kvůli rotačnímu pohybu formy. Po počátečním procesu ohýbání, jak je znázorněno na obrázku 3-81, je materiál fixován v mezeře trnu 5 pomocí vačkového přípravku 13 v ruční válcovací formě a obrobek je formován otáčením rukojeti 12, jak je znázorněno na Obrázek 3-82.
Výhodou tohoto tvaru je, že umožňuje vytvářet úhly větší než 360 stupňů.
Proces ohýbání: Ohýbání válců s velkým poloměrem (tříválcová ohýbačka) → První ohýbání (mechanický lis) → Válcování (ruční).
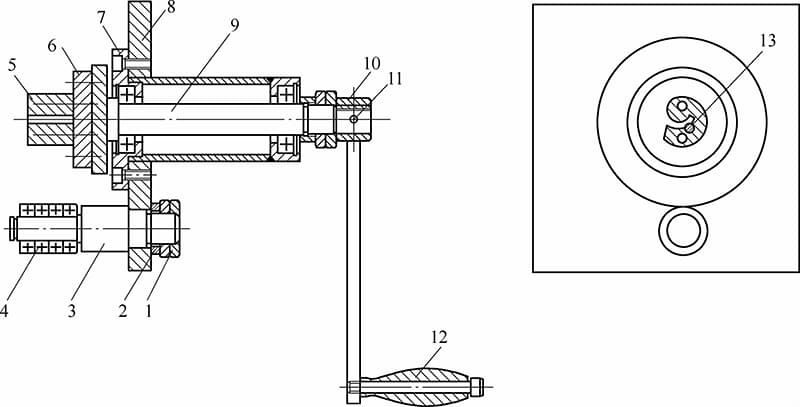
1 – Matice 2 – Podložka 3 – Hřídel 4 – Ložisko 5 – Jádro 6 – Základna jádra 7 – Ložiskové pouzdro 8 – Sloupek sloupu 9 – Hlavní vřeteno 10 – Pouzdro páky pohonu 11 – Závlačka 12 – Rukojeť 13 – Svorka vačky
Související příspěvky:
- Ohýbání trubek: Výběr a použití tyče
- Typy svarů, symboly a procesní kódy
- Vady ohybu trubek: Analýza a tipy pro prevenci
- Průvodce různými typy ohýbaček trubek
- Základy vrtání a vyvrtávání: Nástroje a techniky
- Výběr správného materiálu kovací zápustky