Kovový pilník: typy a velikosti, třídy oceli a geometrie
Každá moderní dílna musí mít kovové pilníky. Někdy je dokonce zvláštní vidět tyto jednoduché nástroje. Za posledních sto let zůstaly prakticky nezměněny. Hojnost elektrického nářadí naučila moderní domácí řemeslníky využívat výhod mechanizace práce při zpracování kovů a jiných konstrukčních materiálů. Někteří uživatelé mají nástroj, který používal vzdálený pradědeček na začátku dvacátého století. Jediný rozdíl je v tom, že starý nástroj je velmi opotřebovaný. Návštěvník maloobchodních prodejen s domácími potřebami si může prohlédnout různé nabízené ruční nářadí pro zpracování oceli a slitin. Pokud ve vyhledávači zadáte slovo „Soubor“, zobrazí se několik desítek návrhů. V nich lze nalézt nejrůznější druhy a druhy nabízeného zboží.
Účel souborů

Pilník je univerzální ruční nástroj schopný jedním pohybem vpřed odříznout tenkou vrstvu z povrchu zpracovávaného materiálu. Může být použit k řešení mnoha různých problémů:
- Očistěte díly a obrobky od rzi a jiných typů koroze.
- Odstraňte vrstvu nečistot nebo barvy.
- Otáčejte dílem, dokud nezískáte požadovanou velikost.
- Ostřete další nástroje používané při každodenní práci.
- Vyčistěte elektrické kontakty v systémech elektrických zařízení.
- Broušení a leštění povrchu kovu a jiných materiálů.

Typy souborů
Moderní školáci, kteří se na exkurzích ocitnou v nástrojárnách, se často s úsměvem dívají na nástroje používané nástrojáři. V blízkosti mohou být sofistikované stroje, které dokážou odříznout silné vrstvy kovu během několika sekund.
A mechanici zpracovávají díl pomocí ručních nástrojů s rukojetí, pohybují je po obrobku a dosahují požadované velikosti nebo typu dílu. Často se pro objasnění některých funkcí na výsledky práce dívají lupy.
Někdy však jemné dokončení výrobku nelze svěřit stroji. Pouze s pomocí pilníku nebo jeho mladšího bratra, jehlového pilníku, lze dosáhnout požadovaných parametrů. Tyto nástroje se používají k odstranění vrstvy kovu.
Nejčastěji má silný ocelový pás na sobě zářez. Jedná se o nízké zuby umístěné v určité sekvenci (je použit speciální zářez). Speciální norma (GOST 1465-80) schvaluje pravidla pro umístění zubů a jejich tvar.
K výrobě se používají uhlíkové oceli (U9. U11) nebo speciální slitiny železa s legujícími prvky. Pilníky procházejí tepelným zpracováním, v důsledku čehož povrchová tvrdost dosahuje až 54. 60 HRC (tvrdost Rockwell).
Pro snadné použití má konec trojúhelníkovou nebo válcovou stopku. Na stopce je umístěna rukojeť. Vyrábí se z různých materiálů (dřevo, plexisklo, kov). Profesionálové raději používají dřevěné rukojeti vyrobené z břízy nebo ořechu.
Důležité! Aby se zabránilo prasknutí rukojeti při zarážení stopky, je na konci instalován kovový kroužek.
Nástrojové oceli pro výrobu pilníků
Při studiu vlastností oceli jsme si všimli, že při určitém obsahu uhlíku je možné získat vysokou tvrdost pomocí speciálního tepelného zpracování. Nízký obsah uhlíku neumožňuje kalení, což zvyšuje pevnostní vlastnosti kovu.
Teprve při koncentraci 0,8 % a vyšší se vlastnosti slitiny Fe-FeC₃ mění (vlastnosti jsou studovány ve speciálním kurzu technologie kovů, nazvaném „Materials Science“). Žíhaná ocel je poměrně tažná a lze ji zpracovávat na obráběcích strojích. Existuje stav, ve kterém je zaznamenána vysoká plasticita. Říká se tomu austenit. Dosaženo při teplotě 727 ⁰C a vyšší.

Pouze hypereutektoidní oceli lze kalit a popouštět. Pokud nejsou žádné další přísady, pak se obvykle označují jako U8. U13. Písmeno „U“ charakterizuje uhlíkovou ocel a číslo udává obsah uhlíku v setinách procenta.
Pozor! Pro provedení kalení je nutné ocelový díl zahřát na teplotu austenitu a vyšší. Lze jej snadno identifikovat pomocí magnetu. Po dosažení požadované hodnoty magnetické vlastnosti při zahřátí zcela zmizí.
Někteří lidé věří, že postačí zahřátí na vhodnou teplotu. Při zahřívání se tepelná vodivost kovu prudce snižuje. Během jedné minuty se díly o hmotnosti cca 1 kg zahřejí do hloubky 0,10. 0,13 mm.
Důležité! Chcete-li povrch vytvrdit do hloubky 1,5. 2,5 mm, budete jej muset udržovat na požadované teplotě po dobu alespoň 15. 20 minut. Méně hluboké kalení může způsobit, že měřicí kužel na přístroji Rockwell propadne tenkou vrstvou tvrzeného kovu. Výsledek bude zklamáním.
Kalení se provádí ve vodě, vzduchu a minerálním oleji. Vysoká rychlost chlazení podporuje hlubší vytvrzení kovu. Při výrobě řezných nástrojů se kalí v oleji. Chlazení oceli probíhá rychlostí 400…450 ⁰/s.
Po vytvrzení získávají díly určitou křehkost. Proto se pro zmírnění vnitřních pnutí provádí nízké popouštění. Vyskytuje se při teplotě 180. 250 ⁰С. Díl je umístěn v muflových pecích vyhřívaných na danou teplotu. Uchovávejte v nich alespoň 30. 40 minut. Poté nechají pomalu vychladnout.
V praxi probíhá tepelné zpracování pilníku v následujícím pořadí:
- Obrobek se zahřeje na teplotu 900…920 ⁰С (vyšší hodnota je vysvětlena skutečností, že pro vnitřní ohřev kovu je potřeba méně času).
- Udržujte v zahřátém stavu po dobu 15. 20 minut.
- Vytvrzuje se v minerálním oleji (je povoleno používat odpad ze spalovacích motorů).
- Provádí se testování tvrdosti a správným zahřátím a chlazením se získá vytvrzený trostit (HRC 54. 58).
- Obrobek se umístí do muflové pece o teplotě 200…210 ⁰С.
- Nechte 30. 40 minut a vyjměte.
- Na vzduchu (teplota 18. 22 ⁰С) se ochlazuje sama.
- Tvrdost se kontroluje u zušlechtěného trostitu (stav tvrzeného a zušlechtěného kovu), tvrdost se zvyšuje o 2. 4 jednotky.
Pro zvýšení pevnosti a tvrdosti ocelí se při svařování přidávají legující prvky. Umožňují zlepšit výkonnostní charakteristiky a získat kov s požadovanými vlastnostmi.
Soubor tvarů
Typy pilníků na kov byly vyvinuty během posledních dvou set padesáti let. Rozměry a parametry byly stanoveny v závislosti na úkolech, které bylo potřeba provést. Proto byl upraven i tvar zubů.
Zpočátku museli řemeslníci zpracovávat litinu, stejně jako výrobky z mosazi a bronzu. Odlitky měly vtokový systém a otřepy. Byly odpilovány a poté byl povrch vyleštěn. Byly použity pilníky s různou velikostí zubů. Pro hrubé zpracování byl použit nástroj, který byl schopen jedním pohybem odstranit až 0,5. 1,0 mm vrstvy.
Moderní řemeslníci mají v budoucnu k dispozici sady ručních řezných nástrojů, kterými přivádějí díly na požadované parametry. Ve výrobních podnicích existuje kategorie dělníků (mechaniků). Jedním z hlavních nástrojů jsou soubory.
Klasifikace podle tvaru řezu
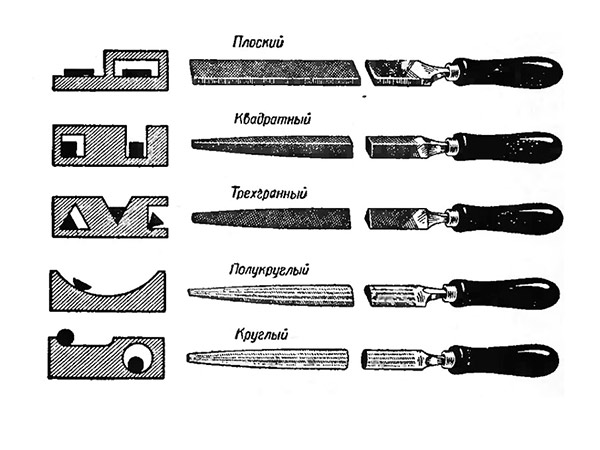
Formulář určil název a účel souborů a na něm byla vytvořena hlavní klasifikace. V závislosti na profilu opracovávané plochy se volí průřez nástroje. Výrobci pilníků doporučují používat speciální ruční nástroje s následujícími sekcemi:
- Ploché – pilníky tohoto tvaru jsou vhodné pro zpracování rovných i zaoblených (vyčnívajících) ploch. Toto je nejběžnější průřez pro takový nástroj.
- Čtvercové pilníky se používají pro zpracování obdélníkových a čtvercových otvorů. Na povrchu brousí pravoúhlé drážky.
- Kulaté – používají se k opracování vnitřních dutin a otvorů, odstranění prověšení svarů a odlitků odlitků. Požadované konfigurace je dosaženo dokončením eliptických povrchů uvnitř součásti.
- Trojúhelníkové – v průřezu představují pravidelný trojúhelník s úhlem sklonu ploch 60 ⁰ vůči sobě. Nejčastěji se takový nástroj používá k ostření zubů jiného nástroje, například pily na řezání dřeva.
- Speciální – v některých podnicích se v nástrojárnách vyrábějí speciálně tvarované pilníky. Například při výrobě vzduchem chlazených dvoudobých spalovacích motorů se musí upravit sací otvory. Polotovary se vyrábějí odléváním, ale konečná úprava se provádí ručně (levnější než pomocí specializovaného stroje).
- Oválné nebo půlválcové pilníky se používají pro zpracování válcových nebo kuželových dutin.
V závislosti na velikosti zpracovávaných dílů se ruční nářadí vyrábí v různých délkách. Při použití parních lokomotiv měla každá posádka strojvedoucích pilník dlouhý 720 mm. Používá se k čištění sazí a jiných nečistot z povrchu potrubí parních kotlů.
Moderní pilníky se zřídka vyrábějí delší než 500 mm (velikost je dána délkou pracovní části, kde jsou zuby). Pro drobné práce například hodináři používají jehlové pilníky s pracovní délkou cca 50 mm.
Existuje uznávané pravidlo: čím větší zub, tím delší pracovní část. Vysvětlení je celkem jednoduché. Práce se provádí pohybem vpřed. Dalším posunutím pracovní části se při broušení dosáhne hlubšího odstranění vrstvy.
Velké zuby zanechávají na ošetřovaném povrchu hluboké stopy. Pro dosažení lepšího povrchu se ponechává přídavek pro získání vysoce kvalitního povrchu. Získává se zpracováním pomocí pilníků s menšími zuby.
Pomocí sametových pilníků získáte lesklý povrch s minimálním množstvím škrábanců. Následné leštění se provádí pomocí dalších nástrojů. V praxi se zpracování provádí v několika fázích (alespoň dvou). Prvním je opracování hrubým nástrojem, druhým dokončování povrchů.
Vlastnosti použití ručních soustružnických nástrojů
Existuje velmi podmíněné rozdělení podle účelu. Jsou určeny hlavní kategorie.
- Bench soubory jsou nejběžnější soubory. Používají se v jakémkoli průmyslovém podniku. Najít takový nástroj v domácích dílnách a osobních domácnostech není těžké.
- Jehly se používají pro jemnou práci. Hlavními uživateli jsou klenotníci a obráběči kovů. Bez malých nástrojů je obtížné manipulovat s těžko dostupnými místy. Například Michail Timofeevič Kalašnikov, již slavný konstruktér automatických zbraní, upravoval jednotlivé díly samostatně pomocí sady jehlových pilníků.
- Ostřicí pilníky (většinou trojúhelníkového a kosočtvercového tvaru) se používají k ostření zubů pil na železo, pilových řetězů a dalších míst, kde je potřeba obnovit řezné hrany na požadovanou ostrost.
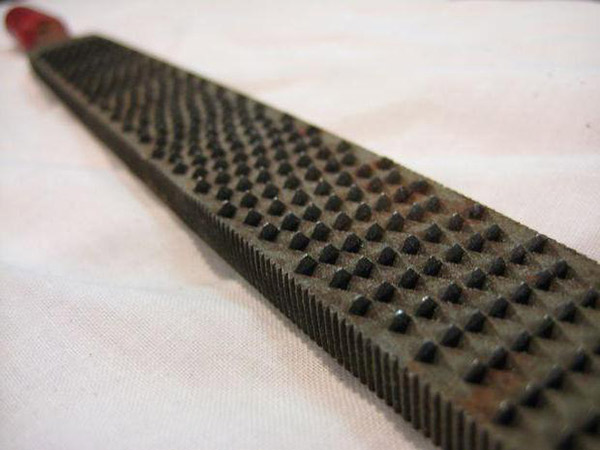
- Rašple jsou speciální třídou nástrojů používaných pro zpracování dřeva a jiných nekovových materiálů. Vyznačují se přítomností zubů speciálního bodového tvaru. Někdy se rašplem říká bastard soubory, i když to není tak úplně pravda.
Typy zářezů na povrchu nástroje
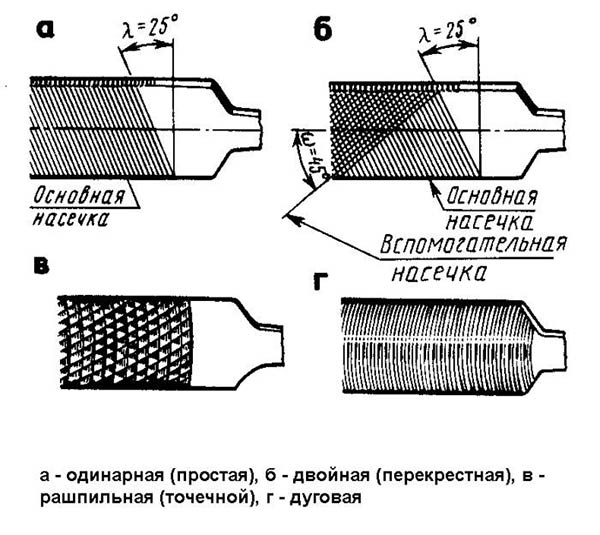
Podle povahy zářezů je zvykem hovořit o jednoduchém nebo dvojitém provedení.
Jedno provedení je běžnější u hrubých nástrojů. Zde má zub dlouhou řeznou hranu. Jeho délka odpovídá šířce souboru. Aby bylo snazší proniknout do tloušťky zpracovávaného kovu, je zářez vytvořen nakloněný pod úhlem 25°. Výsledkem je řezání s určitým posunem. Usnadňuje pronikání hlouběji do dílu. Snaha je mírně snížena.
Dvojité provedení zářezů je vyrobeno pod úhlem vůči sobě. Druhý řez je proveden pod úhlem 45⁰. Nyní jsou řezné zuby omezeny na délku. Tam, kde se čáry protínají, vznikají místa, kde se třísky lámou. V důsledku toho takové pilníky vyžadují během provozu menší fyzickou námahu (není třeba plýtvat úsilím na kroucení dlouhých hoblin).
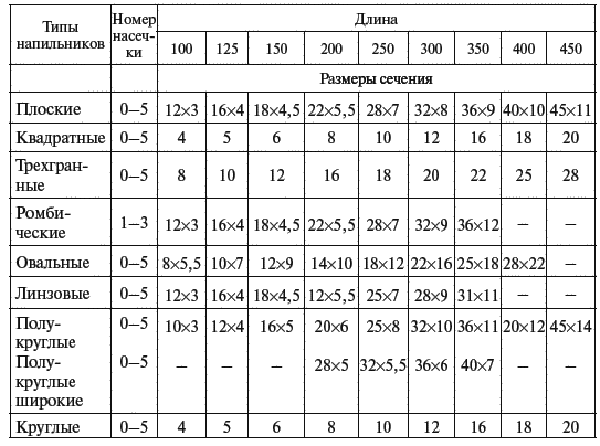
Číslování zářezů na nářadí
Tabulka pro určení počtu zářezů ve vztahu k různým tvarům řezů
Velikost zubu na povrchu závisí na hustotě vrubů. Čím více jich je, tím jsou zuby menší.
Přijímá se klasifikace vrubů podle digitálních hodnot od 0 do 5. Největší zuby mohou odstranit až 0,8. 1,1 mm kovu. Je obvyklé přiřadit takovému nástroji číslo „0“ nebo „1“. Takový nástroj se nazýval „drachevy“.
Pilníky, které řežou kov do hloubky 0,02. 0,04 až 0,08. 0,10 mm v jednom průchodu, jsou očíslovány „2“ nebo „3“. Takové soubory se nazývají „osobní“.
Pokud nástroj odebere 0,010. 0,015 mm, je mu přiřazeno číslo „4“ nebo „5“. Říká se jim „sametová“. Při práci s nimi je dosaženo nejvyšší kvality a přesnosti zpracování.
Typicky se vrub aplikuje metodou válcování. Obrobek zahřátý do austenitického stavu je přiváděn do tvářecího stroje. Systém válečků odvaluje kanály na pracovní ploše nástroje.
Metoda frézování se používá k výrobě osobních a sametových pilníků. Ošetření se provádí na obrobcích před kalením.
Velikosti zubů
Rozměry závisí na počtu zářezů. Přijímá se následující klasifikace:
- Pilníky číslo 0 a 1 mají 10…13 zubů na centimetr délky.
- Čísla 2 a 3 se vyznačují přítomností 14. 25 prohlubní na centimetr délky.
- Sametové pilníky mohou mít 30 až 80 dutin na 1 cm pracovní plochy.
Vysoký zub se méně často ucpává. Malé zuby při zpracování měkkých kovů se mohou poměrně rychle ucpat. K čištění se proto používají kovové kartáčky, které odstraňují zbytky kovů z dutin.
DIY rukojeti souborů
Skuteční řemeslníci vybavují své stávající nástroje násady vyrobenými sami. S příchodem plastů došlo k širšímu výběru materiálů pro domácí výrobky.
Pokud máte soustruh, pak lze rukojeť soustružit z tvrdého dřeva: ořech, bříza, jasan. Na internetu je poměrně hodně nákresů, pomocí kterých se vyrábí vhodná rukojeť.
Někteří řemeslníci používají epoxidovou pryskyřici k výrobě neobvyklých rukojetí.
- Nejprve se vyberou možné porézní materiály, které lze impregnovat epoxidovou pryskyřicí. Nejčastěji se používají tkaniny různých barev. Vzniká Micarta – vícevrstvá tkanina impregnovaná epoxidem.
- Jsou umístěny v požadovaném pořadí.
- Epoxidová pryskyřice se ředí podle přiloženého receptu.
- Navlhčete každou vrstvu.
- Položte ve zvoleném pořadí a umístěte pod lis.
- Po dokončení polymerace vzniká nový materiál – micarta.
- Rukojeť pilníku je vyrobena z micarty.

Video: Kubánské soubory.
Závěr
- Soubor je univerzální nástroj, který lze použít k samostatnému provádění přesné a vysoce kvalitní práce vlastníma rukama.
- V závislosti na cíli a požadavcích na hotový díl se zvolí požadovaný typ nástroje, zvolí se číslo zubu pro povrchovou úpravu.