Jaký je průměr otvoru pro kovový šroub?
Navzdory skutečnosti, že řezání vnitřních závitů není složitá technologická operace, existují některé vlastnosti přípravy pro tento postup. Je tedy nutné přesně určit rozměry přípravného otvoru pro závitování a také vybrat správný nástroj, pro který se používají speciální tabulky průměrů vrtáků pro závity. Pro každý typ závitu je nutné použít příslušný nástroj a vypočítat průměr preparačního otvoru.

Průměr závitu a průchozí otvor musí odpovídat normám, jinak budou drážky příliš malé a závitové spojení bude nespolehlivé
Typy a parametry závitů
Parametry, podle kterých se vlákna dělí na různé typy, jsou:
- jednotky průměru (metrické, palce atd.);
- počet spuštění vlákna (jedno-, dvou- nebo třívláknové);
- tvar, ve kterém jsou profilové prvky vyrobeny (trojúhelníkový, obdélníkový, kulatý, lichoběžníkový);
- směr stoupání zatáček (vpravo nebo vlevo);
- umístění na produktu (externí nebo interní);
- tvar povrchu (válcový nebo kuželový);
- účel (upevnění, upevnění a těsnění, podvozek).

Parametry metrického vlákna
V závislosti na výše uvedených parametrech se rozlišují následující typy závitů:
- válcový, který je označen písmeny MJ;
- metrický a kónický, označený M a MK v tomto pořadí;
- potrubí, označené písmeny G a R;
- s kulatým profilem, pojmenovaný po Edisonovi a označený písmenem E;
- lichoběžníkový, označený Tr;
- kruhové, používané pro instalaci sanitární armatury, – Kr;
- tah a tah zesílený, označené jako S a S45, v tomto pořadí;
- palcový závit, který může být i válcový a kuželový – BSW, UTS, NPT;
- slouží k připojení potrubí instalovaných v ropných vrtech.

Typy závitů podle GOST
Aplikace kohoutku
Než začnete závitovat, musíte určit průměr přípravného otvoru a vyvrtat jej. Pro usnadnění tohoto úkolu byl vyvinut odpovídající GOST, který obsahuje tabulky, které umožňují přesně určit průměr závitového otvoru. Tato informace usnadňuje výběr velikosti vrtáku.
K řezání metrických závitů na vnitřních stěnách otvoru vytvořeného vrtákem se používá závitník – šroubový nástroj s řeznými drážkami, vyrobený ve formě tyče, která může mít válcový nebo kuželový tvar. Na jeho bočním povrchu jsou speciální drážky umístěné podél jeho osy a rozdělující pracovní část na samostatné segmenty, které se nazývají hřebeny. Ostré hrany hřebenů jsou přesně pracovní plochy kohoutku.
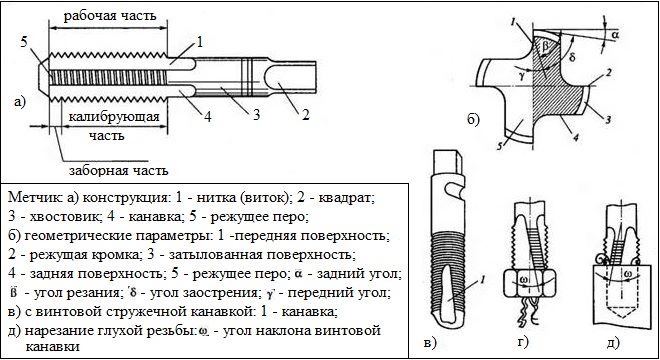
Tap: design a parametry
Aby závity vnitřního závitu byly čisté a čisté a jeho geometrické parametry odpovídaly požadovaným hodnotám, musí být řezán postupně, postupným odstraňováním tenkých vrstev kovu z opracovávaného povrchu. Proto k tomuto účelu používají buď závitníky, jejichž pracovní část je po délce rozdělena na sekce s různými geometrickými parametry, nebo sady takových nástrojů. Jednotlivé závitníky, jejichž pracovní část má po celé délce stejné geometrické parametry, jsou potřebné v případech, kdy je nutné obnovit parametry stávajícího závitu.
Minimální sada, se kterou dostatečně provedete obrábění závitových otvorů, je sada dvou závitníků – hrubovací a dokončovací. První odřízne ze stěn otvoru pro řezání metrických závitů tenkou vrstvu kovu a vytvoří na nich mělkou drážku, druhá vytvořenou drážku nejen prohloubí, ale i vyčistí.
Typy závitníků a jejich rozdíly

Minimální sada kohoutků
Pro závitování otvorů malého průměru (do 3 mm) se používají kombinované dvoutahové závitníky nebo sady sestávající ze dvou nástrojů. Pro obrábění otvorů pro větší metrické závity musíte použít kombinovaný tříchodý nástroj nebo sadu tří závitníků.
Pro manipulaci s kohoutkem se používá speciální zařízení – klíč. Hlavním parametrem takových zařízení, která mohou mít různá provedení, je velikost montážního otvoru, který musí přesně odpovídat velikosti stopky nástroje.

Některé typy ovladačů kohoutků
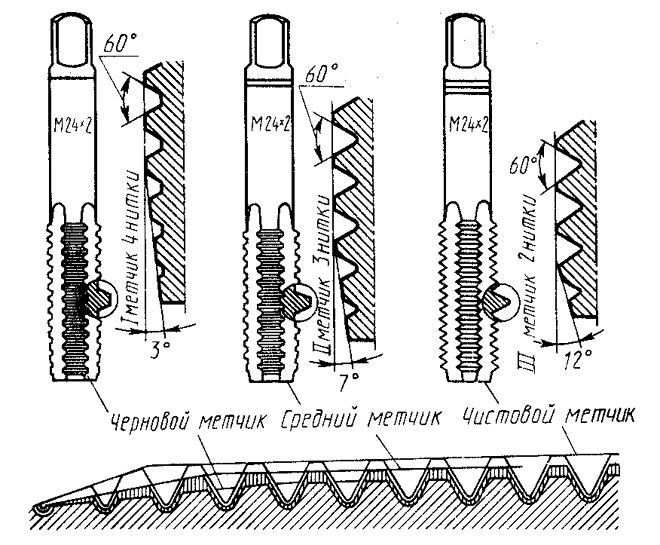
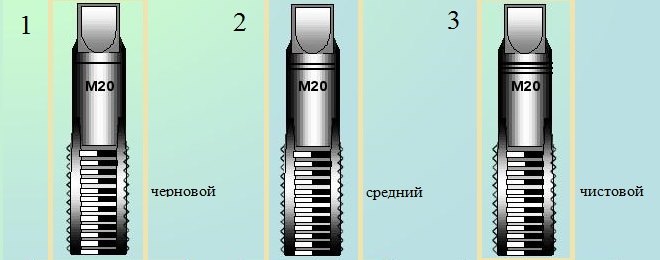
Při použití sady tří kohoutků, lišících se jak svým designem, tak geometrickými parametry, je nutné důsledně dodržovat pořadí jejich použití. Lze je od sebe odlišit jak speciálními značkami nanesenými na stopkách, tak konstrukčními prvky.
- Závitník, kterým se nejprve opracuje otvor pro řezání metrických závitů, má nejmenší průměr ze všech nástrojů v sadě a řezných zubů, jejichž horní část je silně odříznuta.
- Druhý kohoutek má kratší plot a delší hřebeny. Jeho pracovní průměr je mezi průměry ostatních nástrojů v sadě.
- Třetí závitník, kterým se otvor pro řezání metrických závitů zpracovává jako poslední, se vyznačuje plnými hřebeny řezných zubů a průměrem, který musí přesně odpovídat velikosti vytvářeného závitu.
Sada tří kohoutků
Závitníky se používají především pro řezání metrických závitů. Mnohem méně často než metrické se používají kohoutky určené pro zpracování vnitřních stěn trubek. V souladu se svým účelem se nazývají potrubí a lze je odlišit písmenem G přítomným v jejich označení.
Technologie řezání vnitřních závitů
Jak bylo uvedeno výše, před zahájením práce musíte vyvrtat otvor, jehož průměr musí přesně odpovídat závitu určité velikosti. Je třeba mít na paměti: pokud jsou průměry otvorů určených pro řezání metrických závitů zvoleny nesprávně, může to vést nejen ke špatné kvalitě provedení, ale také ke zlomení závitníku.
Vzhledem k tomu, že závitník při vytváření závitových drážek kov nejen řeže, ale i tlačí, měl by být průměr vrtáku pro vytváření závitů o něco menší než jeho jmenovitý průměr. Například vrták pro výrobu závitů M3 by měl mít průměr 2,5 mm, pro M4 – 3,3 mm, pro M5 byste měli zvolit vrták o průměru 4,2 mm, pro závity M6 – 5 mm, M8 – 6,7 mm, M10 – 8,5 mm a pro M12 – 10,2.

Tabulka 1. Hlavní průměry otvorů pro metrické závity

Tabulka 2. Průměry otvorů pro palcové závity
Všechny průměry vrtáků pro závity GOST jsou uvedeny ve speciálních tabulkách. Takové tabulky uvádějí průměry vrtáků pro výrobu závitů se standardním i sníženým stoupáním, ale je třeba mít na paměti, že pro tyto účely se vrtají otvory různých průměrů. Kromě toho, pokud se řežou závity ve výrobcích z křehkých kovů (jako je litina), musí se průměr závitového vrtáku získaný z tabulky zmenšit o jednu desetinu milimetru.
Můžete se seznámit s ustanoveními GOST upravujícími řezání metrických závitů stažením dokumentu ve formátu pdf z níže uvedeného odkazu.
GOST 19257-73 Otvory pro řezání metrických závitů. Průměry
download
Průměry vrtáků pro metrické závity lze vypočítat nezávisle. Od průměru závitu, který je potřeba vyřezat, je nutné odečíst hodnotu jeho stoupání. Samotné stoupání závitu, jehož velikost se při provádění takových výpočtů používá, lze zjistit ze speciálních korespondenčních tabulek. Chcete-li určit, jaký průměr otvoru je třeba vytvořit pomocí vrtáku, pokud se pro závitování používá tříchodý závitník, musíte použít následující vzorec:
До = Dм x 0,8, kde:
До – toto je průměr otvoru, který musí být vytvořen pomocí vrtáku,
Дм – průměr závitníku, který bude použit pro zpracování vrtaného prvku.

Schéma řezání vnitřních závitů závitníkem
Unášeče, do kterých se závitový závitník vkládá, mohou mít jednoduchou konstrukci nebo mohou být vybaveny ráčnou. S takovými zařízeními s upevněnými nástroji byste měli pracovat velmi opatrně. Pro získání vysoce kvalitních a čistých závitů je třeba střídat otáčení závitníku ve směru hodinových ručiček o půl otáčky s otáčením o jednu čtvrtinu otáčky proti závitu.
Závit bude odříznut mnohem snadněji, pokud se během tohoto postupu použije mazivo. Roli takového maziva při řezání závitů v ocelových výrobcích může hrát sušení oleje a při zpracování hliníkových slitin – alkoholu, terpentýnu nebo petroleje. Pokud takové technické kapaliny nejsou po ruce, lze k mazání závitníku a řezaného závitu použít běžný strojní olej (má však menší účinek než látky uvedené výše).