Jaké jsou hlavní metody elektrostruskového svařování a navařování?
Typ elektrostruskového procesu. Technologie založená na nanášení roztaveného kovu na pracovní povrch výrobku, při které dochází k tavení základního kovu a tavení přídavného kovu vlivem tepla vznikajícího ve struskové lázni, když jí prochází elektrický proud. Kapalná strusková lázeň, která má hustotu nižší než hustota roztaveného kovu, je neustále umístěna nad povrchem kovové taveniny a chrání ji před vystavením vzduchu. Kapky přídavného kovu, procházející struskou, procházejí metalurgickým zpracováním a jsou očištěny od škodlivých nečistot. Směr konvekce strusky závisí na průměru elektrody: při nanášení tenkou elektrodou převládá nucená elektromagnetická konvekce, struska klesá u elektrody a stoupá podél okrajů struskové lázně, při použití tlusté elektrody volná tepelná konvekce převládá, struska padá podél okrajů struskové lázně a stoupá blízko elektrody.
Rozlišuje se navařování s nucenou (elektrosstruskové navařování ve vodou chlazených krystalizátorech a formovacích zařízeních) a volnou (elektrosstruské navařování páskami) vytvářením nanesené vrstvy. Podle počáteční fáze elektrostruskového procesu se rozlišuje start „pevný“ (k vytvoření struskové lázně dochází přímo v navařovací zóně) a start „kapalný“ (předem připravená struska se nasype do krystalizátoru dutina).
Podstata elektrostruskového navařování s nucenou tvorbou nanesené vrstvy je následující. Elektrodový výplňový materiál je přiváděn do struskové lázně umístěné v dutině tvořené ukládaným povrchem a vodou chlazeným krystalizátorem. Proud procházející mezi elektrodou a naneseným kovem přes tekutou strusku ji ohřeje na vysokou teplotu dostatečnou k roztavení dodávaného přídavného materiálu (od 1650 C o do více než 2000 C o) a roztavení povrchu výrobku. Roztavený kov klesá na dno struskové lázně a krystalizací tvoří usazenou vrstvu.
Jako výplňový materiál se používá jedna nebo více elektrod vyrobených z plných nebo plněných drátů, pásek, deskových elektrod s velkým průřezem a spotřebních náustků. Při použití nespotřebitelných (grafit, wolfram) elektrod je možné použít elektricky neutrální nekompaktní výplňové materiály: broky, tekutý kov.
Při elektrostruskovém navařování kompozitních povlaků se do struskové lázně nasype nahoře granulovaná tvrdá slitina, jejíž teplota tavení je vyšší než teplota tavení pojivového kovu, jehož nutnost použití je způsobena nepřípustností sekundárních tavení některých tvrdých slitin, což znemožňuje navařování monopovlaků z takových materiálů. Tvrdost a odolnost proti opotřebení zajišťují částice karbidu a kovové pojivo je drží na povrchu součásti.
Výhody elektrostruskového navařování
- vysoká stabilita procesu a necitlivost na krátkodobé změny proudu a jeho přerušení;
- vysoká produktivita (až 150 kg uloženého kovu za hodinu);
- hospodárnost procesu (nanášení stejného množství elektrodového kovu vyžaduje o 15-20 % méně elektřiny než navařování obloukem);
- rafinace (čištění) kovu od škodlivých nečistot a vysoká ochrana lázně tekutého kovu před vzduchem;
- schopnost získat nanesenou vrstvu téměř jakékoli tloušťky v jednom průchodu (od několika milimetrů do desítek centimetrů);
- schopnost zajistit nízkou penetraci základního kovu.
Nevýhody elektrostruskového navařování
- nepřípustnost přerušení procesu před koncem navařování;
- nutnost výroby technologického zařízení, které tvoří deponovanou vrstvu (v některých případech);
- hrubozrnná struktura svarového kovu a tepelně ovlivněná zóna.
Elektrostruskové navařování se nejvíce rozšířilo při navařování kovových vrstev o velké tloušťce na výrobcích (válce válcovacích stolic, sochory pro bimetalické válcované výrobky atd.), u kterých jsou všechny jeho výhody plně realizovány. Tato metoda se používá pro nanášení otěruvzdorných, tepelně odolných, korozivzdorných a dalších povlaků se speciálními vlastnostmi na povrchy strojních součástí pro hutní, petrochemické, důlní a stavební zařízení.

Autor Welder Doba čtení 5 min Zhlédnutí 529 Zveřejněno 18.02.2019. XNUMX. XNUMX
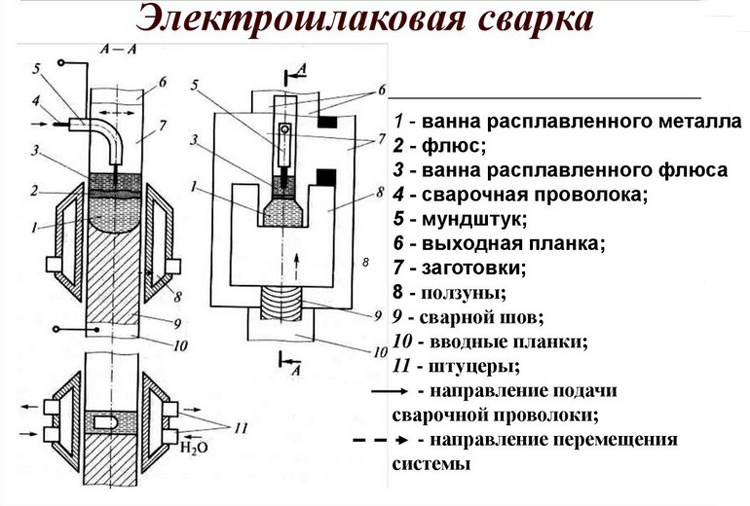
V průmyslovém měřítku se metoda ESW používá pro vertikální spojování kovů. Elektrostruskové svařování umožňuje získat vysoce kvalitní spojení s minimálními náklady. Tavidlo nejen chrání taveninu před oxidací, ale také zajišťuje ohřev dílů. Elektroda nebo svařovaný drát působí jako legující kov, obsahující až 20 % přísady v tavenině. Vyplňuje mezeru mezi spojenými prvky a tvoří hustý šev homogenní struktury. Stojí za to říci podrobněji o vlastnostech EHS, výhodách a nevýhodách.
Podstata procesu a rozsah
Co je elektrostruskové svařování? Zahřívání kovu ve struskové hmotě ohřívané elektrickým obloukem střídavým proudem. Vyskytuje se mezi elektrodou a součástí. Jiná možnost není. Strusková lázeň působí jako ochranná atmosféra. Před rozšířením na obě strany je zabráněno dvěma paralelními lištami. Omezují oblast ohřevu dílů. Elektroda nebo plnicí drát se ponoří do tavidla. Když proud projde, roztaví se a vytvoří s kovem tavnou lázeň.
Elektrostruskové svařování je v podstatě bezobloukové vertikální svařování, proces zahrnuje teplotní potenciál strusky zahřáté proudem. Díky posuvníkům drží v oblasti švu. Trik je v tom, že pomocí vertikální metody můžete uvařit silnou vrstvu slitiny jedním průchodem.
Během procesu ohřevu se tekutý kov díky své vysoké hustotě usadí, vyplní mezeru a lehké struskové útvary vyplavou nahoru a berou s sebou vzduchové bubliny z taveniny. Tavenina je jasně rozdělena na dvě frakce: kov/nekov kvůli výšce svařovací zóny.
Rozsah použití metody ESW je omezen:
- nepoužívá se pro tenkostěnné prvky, pod struskou se zcela roztaví;
- netvoří vícesměrné švy;
- velikost dílů by neměla překročit možnosti instalace jezdců.
Čtěte také: Technologie svařování litiny argonem: rady zkušených svářečů
Metoda je vhodná pro svařování masivních prvků z různých ocelových slitin od litiny až po vysoce legované.
Druhy elektrostruskového svařování
Odrůdy TVD podle typu aditiva a způsobu jeho dodání:
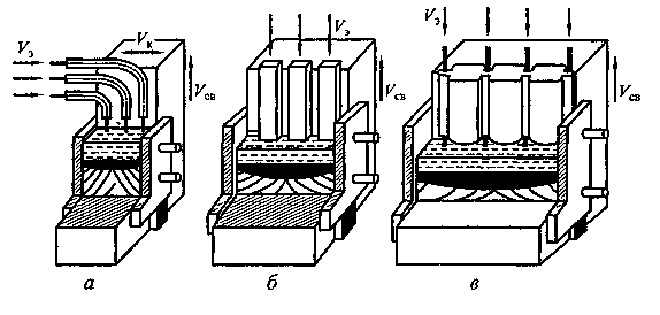
- Pomocí drátu. Do tavné lázně se přivádí postupně, shora dolů, po elektrodách pohybujících se v jedné horizontální rovině.
- Použití desek a proudových napájecích elektrod kulatého nebo obdélníkového tvaru. Desky jsou spouštěny směrem k mezeře, protože je požadována tvorba taveniny. Na rozdíl od drátu vzniká současně velký objem taveniny.
- Pomocí náustku. V podstatě se jedná o sjednocení prvních dvou metod. Napájecí desky proudu jsou upevněny v určité poloze, tavidlo se rychle zahřeje. A drát je přiváděn do mezery podél vodícího náustku. Tato metoda je určena pro zakřivené švy.
Technologie elektrostruskového svařování
Dvě části, které se mají svařit, jsou umístěny vedle malé mezery a jsou na koncích pevně upevněny měděnými vodicími lištami. Když je elektrický oblouk vybuzen, vrstva tavidla se roztaví a vytvoří horkou strusku. Vyplňuje veškerý omezený prostor. Díky dobré elektrické vodivosti strusky oblouk zhasne, ale tok proudu se nezastaví, uvolní se teplo a částice strusky se zahřejí na bod tání přísady a měkkost slitiny. Tavenina vyplní mezeru a vytvoří se jednotný šev. Je chráněn struskovou lázní zahřátou na 1500°C. Do tavidla lze paralelně spouštět několik aditiv, všechny budou rovnoměrně ohřívány horkou struskou. Podávají se vždy shora dolů. Při umělém ochlazování šoupátek (je k nim přiváděna voda) dochází k postupnému a rovnoměrnému tvrdnutí spodních difuzních vrstev.
Typy svarů vytvořených metodou ESW:
- tupé spoje rovného, zakřiveného tvaru;
- odpaliště, I-nosník;
- rohový jednostranný, oboustranný;
- vertikála variabilního řezu.
Vybavení a materiály pro EHS
Technologie spočívá v použití mezních jezdců ze slitin čisté mědi a struskotvorných tavidel. Jejich chemické složení závisí na jakosti oceli. Nízkolegované uhlíkové oceli se svařují pomocí tavidla typu AN-8, AN-22 nebo AN-47 s obsahem až 40 % křemíku, 20 % manganu a 15 % hliníku. Strusková lázeň pro vysokolegované slitiny a litinu vzniká tavením fluoridových tavidel ANF-1, ANF-9 s oxidem titanu. Pro nerezovou ocel potřebujete složení AN-45 se zrnitostí do 1,6 mm. Pro pancéřové slitiny se používají tavidla bez obsahu manganu.
Čtěte také: Svařování PVC tkaniny: banner, markýza
Výhody a nevýhody
Je logičtější začít s výhodami EHS:
- Kov pod vrstvou struskové lázně neoxiduje, není třeba používat plynové zařízení k vytvoření bezpečné atmosféry.
- Spojované díly se rovnoměrně zahřívají a ochlazují pomaleji. Zahřívání začíná na úrovni toku. Díky „kožichu“ je během tvorby švu udržována stabilní teplota. To má příznivý vliv na kvalitu spojení.
- Parametry proudového zatížení mají menší vliv na proces tvorby svaru vlivem zahřáté strusky. Pokud dojde k přerušení napájení, proces se nepřeruší.
- Kov do tloušťky 200 mm se svařuje jedním průchodem, není třeba provádět mnoho průchodů a zkracuje se doba svařování. Se dvěma elektrodami je přípustné připojit kov o tloušťce nad 200 mm.
- Náklady na spotřební materiál jsou minimalizovány, objem strusky není větší než 5 % objemu kovu, náklady na energii jsou nízké a nedochází k žádným ztrátám, které jsou vlastní stejnosměrnému svařování.
- Vysoká účinnost. Mínus časových a finančních nákladů – velký objem kvalitní práce.
- Lidský faktor je minimalizován: zadaná vzdálenost elektrody od dílu je automaticky udržována.
- Doba přípravné fáze je zkrácena, řezné hrany nejsou nutné. Mezera mezi díly je utěsněna.
Několik nevýhod, které nelze vyloučit:
- Variabilita švů je snížena pouze svislé švy nebo švy jim velmi blízké metodou ESW.
- Proces je kontinuální, nemůžete se zastavit uprostřed švu, kvalita spojení utrpí.
- Vysoká zrnitost difuzní vrstvy s negativními spoji, tažnost kovu je výrazně snížena a šev se stává křehkým.
V průmyslovém měřítku je elektrostruskové svařování ekonomicky proveditelné při spojování silných prvků. U tenkostěnných dílů budou náklady na vybavení příliš vysoké.