Označení svarů na výkresech podle GOST.
Tato norma zavádí konvenční vyobrazení a označení svarů svarových spojů v projektových dokumentech výrobků ze všech průmyslových odvětví, jakož i ve stavební dokumentaci, která nepoužívá vyobrazení a označení používaná ve stavebnictví.
1. OBRÁZEK SVAŘOVANÝCH SPOJŮ
1.1. Šev svarového spoje, bez ohledu na způsob svařování, je konvenčně znázorněn: viditelný – s plnou hlavní čarou (obr. 1a, в);
neviditelná – přerušovaná čára (obr. 1г).
Viditelný jednotlivý svarový bod, bez ohledu na metodu svařování, je konvenčně zobrazen se znaménkem „+“ (obr. 1б), který je proveden plnými čarami (obr. 2).
Neviditelné jednotlivé body nejsou zobrazeny.
Odkazová čára je nakreslena z obrázku švu nebo jednoho bodu a končí jednosměrnou šipkou (viz obrázek 1). Je vhodnější nakreslit odkazovou čáru z obrázku viditelného švu.
1.2. Na obraz průřezu víceprůchodového svaru je dovoleno kreslit obrysy jednotlivých průchodů, které musí být označeny velkými písmeny ruské abecedy (obr. 3).
1.3. Šev, jehož rozměry konstrukčních prvků nejsou stanoveny normami (nestandardní šev), je znázorněn s uvedením rozměrů konstrukčních prvků nezbytných pro zhotovení švu podle tohoto výkresu (obr. 4).
Hranice švu jsou zobrazeny jako plné hlavní čáry a konstrukční prvky okrajů uvnitř hranic švu jsou znázorněny jako plné tenké čáry.
 |  |
| Blbost. 1 | Blbost. 2 |
 |  |
| Blbost. 3 | Blbost. 4 |
2. SYMBOLY PRO SVAŘOVANÉ SPOJE
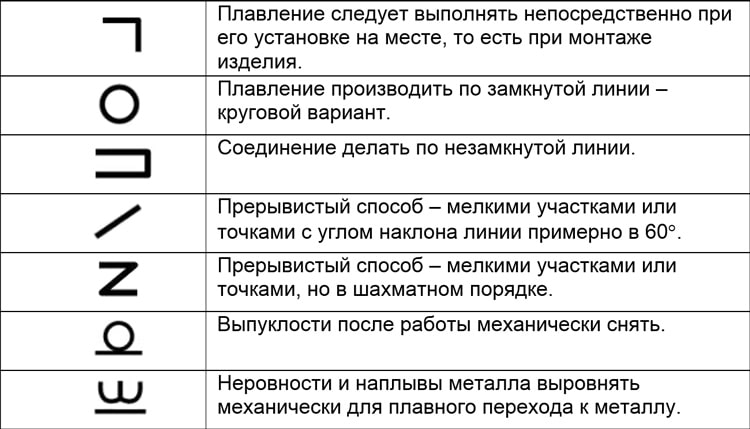
2.1. Pomocné symboly pro označení svarů jsou uvedeny v tabulce.
Přerušovaný nebo bodový šev s řetízkovým uspořádáním
Šev podél uzavřené linie.
Průměr cedulky – 3 . 5 mm
Šev podél otevřené linie.
Označení se používá, pokud je z výkresu zřejmé umístění švu
1. Za přední stranu jednostranného švu svarového spoje se považuje strana, ze které se provádí svařování.
2. Za přední stranu oboustranného švu svarového spoje s asymetricky připravenými okraji se považuje strana, ze které je svařován hlavní šev.
3. Libovolná strana může být brána jako přední strana oboustranného švu svarového spoje se symetricky připravenými okraji.
V symbolu švu jsou pomocné znaky provedeny plnými tenkými čarami.
Pomocné značky musí mít stejnou výšku jako čísla obsažená v označení švu.
2.2. Struktura symbolu pro standardní šev nebo jeden svarový bod je znázorněna na schématu (obr. 5).

Znak je vyroben plnými tenkými čarami. Výška znaku musí být stejná jako výška čísel zahrnutých v označení švu.
2.3. Struktura symbolu pro nestandardní šev nebo jeden svarový bod je znázorněna na schématu (obr. 6).

Technické požadavky na výkres nebo tabulku švů udávají způsob svařování, kterým by měl být proveden nestandardní šev.
2.4. Je použit symbol švu:
a) na polici vodicí čáry nakreslené z obrázku švu na přední straně (obr. 7а);
b) pod policí vodicí čáry nakreslené z obrázku švu na rubové straně (obr. 7б).

2.5. Označení drsnosti obrobeného povrchu švu se aplikuje na přírubu nebo pod přírubu vodicí čáry za symbol švu (obrázek 8), nebo je uvedeno v tabulce švů nebo uvedeno v technických požadavcích. výkresu, například: „Parametr drsnosti povrchu svarového švu . “
Poznámka: Obsah a rozměry sloupků tabulky švů nejsou touto normou upraveny.


2.6. Pokud je pro šev svarového spoje instalován kontrolní komplex nebo kategorie kontroly švu, může být jejich označení umístěno pod vodicí čárou (obr. 9).
V technických požadavcích nebo v tabulce švů na výkresu je uveden odkaz na odpovídající regulační a technický dokument.
2.7. Svařovací materiály jsou uvedeny na výkrese v technických požadavcích nebo v tabulce švů.
Je dovoleno neuvádět svařovací materiály.
2.8. Pokud jsou na výkresu shodné švy, označení se použije na jeden z obrázků a z obrázků zbývajících stejných švů se nakreslí čáry – popisky s policemi. Všem identickým švům je přiřazeno jedno sériové číslo, které se použije:
a) na návazci, který má nasazenou polici s označením švu (obr. 10а);
b) na polici vodicí čáry nakreslené z obrázku švu, který nemá označení, na přední straně (obr. 10б);
c) pod policí vodicí čáry nakreslené z obrázku švu, který nemá označení, na rubové straně (obr. 10в).
Počet shodných švů může být uveden na vodicí čáře, která má polici s natištěným označením (viz obr. 10а).

Poznámka: Švy se považují za identické, pokud:
jejich typy a rozměry průřezu konstrukčních prvků jsou stejné;
podléhají stejným technickým požadavkům.
2.9. Příklady značek pro švy svarových spojů jsou uvedeny v přílohách 1 a 2.
3. ZJEDNODUŠENÍ OZNAČENÍ SVAŘOVANÝCH SPOJŮ
3.1. Jsou-li na výkrese svary provedené podle stejné normy, je označení normy uvedeno v technických požadavcích výkresu (typ položky: „Svarové švy . podle . “) nebo v tabulce.

3.2. Je povoleno nepřidělovat sériové číslo stejným švům, pokud jsou všechny švy na výkresu stejné a jsou zobrazeny na stejné straně (přední nebo zadní). V tomto případě jsou švy, které nemají označení, označeny vodicími čarami bez polic (obr. 11).
3.3. Na výkresu symetrického výrobku, pokud je na obrázku osa symetrie, je povoleno označit pomocí vodicích čar a označit švy pouze na jedné ze symetrických částí obrázku výrobku.
3.4. Na výkresu výrobku, na kterém jsou identické součásti svařené s identickými švy, mohou být tyto švy označeny vodicími čarami a vyznačeny pouze na jednom z obrázků stejných dílů (nejlépe na obrázku, ze kterého je vodicí čára s polohou číslo je uvedeno).
3.5. Je dovoleno neoznačovat švy na výkrese vodicími čarami, ale opatřit pokyny pro svařování se záznamem v technických požadavcích výkresu, pokud tento záznam jednoznačně definuje místa svařování, způsoby svařování, typy svarů svarových spojů a rozměry jejich konstrukčních prvků v příčném řezu a umístění švů.
3.6. Stejné požadavky na všechny švy nebo skupinu švů jsou uvedeny jednou – v technických požadavcích nebo tabulce švů.
PŘÍLOHA 1
PŘÍKLADY SYMBOLŮ STANDARDNÍCH SVAŘOVANÝCH SPOJŮ
Tupý spoj se zakřiveným úkosem jedné hrany, oboustranný, prováděný ručním obloukovým svařováním při instalaci výrobku.
Na obou stranách byla odstraněna výztuž.
Parametr drsnosti povrchu svaru:
z přední strany – Rz 20 um;
na zadní straně – Rz 80 μm
Koutový spojový svar se zkosenými hranami, prováděný elektrostruskovým svařováním drátěnou elektrodou.
Šířka švu 22 mm
Překrývající se bodový svar vyrobený obloukovým svařováním v inertních plynech stavnou elektrodou. Odhadovaný průměr hrotu je 9 mm.
Umístění bodů je šachovnice.
Zisk musí být odstraněn.
Parametr drsnosti obrobeného povrchu Rz 40 mikronů.
Jedno přeplátované spojové svary provedené svařováním pod tavidlem.
Průměr elektrického nýtu je 11 mm.
Zisk musí být odstraněn.
Parametr drsnosti obrobeného povrchu Rz 80 mikronů.
T-spoj bez zkosených hran, oboustranný, přerušovaný s odstupňovaným uspořádáním, prováděný ručním obloukovým svařováním v inertních plynech s netavnou elektrodou s přídavným kovem podél uzavřené linie
Délka svařované plochy je 50 mm.
Přeplátovaný šev je přerušovaný, prováděný odporovým švovým svařováním.
Šířka zóny litého švu je 6 mm.
Délka svařované plochy je 50 mm.
Přesahový svar bez zkosených hran, jednostranný, prováděný poloautomatickým obloukovým svařováním v inertních plynech stavnou elektrodou.
Šev podél otevřené linie.
Dodatek 1. (Upravené vydání, Rev. č. 1).
PŘÍLOHA 2
PŘÍKLAD SYMBOLU PRO NESTANDARDNÍ SVAŘOVANÝ SPOJ
| Vlastnosti švu | Konvenční obrázek a označení švu na výkresu |
| Spojový šev bez zkosených hran, jednostranný, prováděný ručním obloukovým svařováním při instalaci výrobku |  |
Poznámka: Technické požadavky zahrnují následující označení: „Ruční obloukové svařování“.
| Toto dílo není chráněno autorským právem. V souladu s článkem 1259 občanského zákoníku Ruské federace úřední dokumenty státních orgánů a orgánů místní samosprávy obcí, včetně zákonů, jiných předpisů, soudních rozhodnutí, jiných materiálů legislativní, správní a soudní povahy, úřední dokumenty mezinárodních organizací nepodléhají autorskému právu, stejně jako jejich oficiální překlady; státní symboly a znaky (vlajky, erby, řády, bankovky apod.), jakož i symboly a znaky obcí; díla lidového umění (folklór), která nemají konkrétní autory; zprávy o událostech a skutečnostech, které mají čistě informační charakter (zpravodajství dne, televizní programy, jízdní řády vozidel atd.). |
- KGS skupina T52
- Jednotný systém pro konstrukční dokumentaci
- OKS 01.080.30
- OKSTU 0002
- GOST 1972
- Mezistátní standardy
- Mezistátní standardy SNS
- 00%
- PD-RU-osvobozeno
- Tato stránka byla naposledy upravena 29. března 2019 v 06:09.
- Text je dostupný pod licencí Creative Commons Attribution-Share Alike (CC BY-SA); V některých případech mohou platit další podmínky. Podrobnosti viz Podmínky použití.
- Zásady ochrany osobních údajů
- Popis zdroje Wiki
- dementi
- Kodex chování
- Vývojáři
- Statistika
- Prohlášení o souborech cookie
- mobilní verze
Proces svařování a kreslení jsou neoddělitelné pojmy, zejména v profesionálním prostředí. Chcete-li být úspěšným svářečem a profesionálem, je důležité umět porozumět příslušným výkresům, požadavkům GOST a symbolům.
Pojďme zjistit, jak správně číst výkresy svařování a jaké jsou jejich vlastnosti.
Normy GOST pro výkresy svařování
Možnosti svařování a technické parametry svarových spojů na výkresech mají podobu speciálních symbolů (SD), které tyto možnosti a vlastnosti vysvětlují. Takové UW svařování na výkresech je téměř nemožné na první pohled pochopit. Jediná věc, která jim pomáhá bojovat, jsou normy GOST.
Musíte si stáhnout a prostudovat 3 normy:
Jak číst svařovací symboly na výkresech
K tomu si uveďme konkrétní příklad – jak to vypadá na tomto výkresu.

Necvičené oko zde vidí nesrozumitelnou sadu písmen, číslic a dalších záhadných znaků. Připraveno – jasný a srozumitelný algoritmus, který zjednodušuje práci s výkresem.
Podívejme se na každý prvek zvlášť:
- o – kružnice v našem případě znamená, že krok podél uzavřené čáry je kruhový. Obecně zde uvádějí, zda se jedná o uzavřenou linku nebo o instalační připojení. V poslední možnosti je to zaškrtávací políčko.
Jednosměrná šipka označuje linii švu. Je to také police, na které jsou umístěny ovládací prvky – jako v naší verzi. Pokud je šev na špatné straně, jsou všechna označení napsána pod policí.
- GOST 14771-76 – zde uvádějí, která norma byla použita k vedení používání symbolů;
- T3 – máme T-spoj (označený písmenem T). V tomto okamžiku napište typ připojení a jeho konstrukční prvky (alfanumerická kombinace). Ve výše uvedeném příkladu je oboustranný koutový svar typu T bez zkosených hran.
Existují také spojení nebo švy:
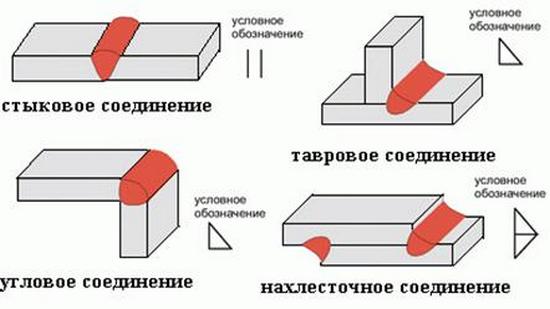
- tupo C – sousední konce jsou spojeny
- přesah (H) – svařovací plochy jsou posunuté a jedna se mírně překrývá s druhou
- úhlové (U) – konce obrobků jsou svařeny pod určitým úhlem
- speciální (O) – metody, které nejsou stanoveny GOST.
- UP – metoda svařování. Používáme obloukové svařování oxidem uhličitým.
Možnosti svařování také zahrnují:
- automatické ponoření (A) – žádné polštáře nebo podšívky
- předchozí verze s polštářem (AF)
- v inertním plynu s wolframovou elektrodou bez přísad (IN)
- předchozí verze s přísadou (INp)
- v inertním plynu s elektrodou, která se taví (IP)
- předchozí verze je pouze v oxidu uhličitém (CD).
- ◺6 – popis typu a rozměrů konstrukčních prvků. V našem příkladu je řečeno, že velikost kloubní nohy je 6 mm. Možnosti připojení také zahrnují následující: jedno- a obousměrné (SS a BS), viditelné a neviditelné (plné a tečkované čáry). Někdy se používají nestandardní švy – ve standardu nenajdete informace o jejich konstrukčních rozměrech.
- 50 – číslo určuje délku souvislého úseku;
- Z – prostor je vyhrazen pro charakteristiku zapojení. Máme to v šachovnicovém vzoru;
- 100 – číslo popisuje připojení nebo jeho součásti. V našem případě krok s hodnotou 100 mm.
Poslední ikona v podobě podtrženého kroužku znamená, že je potřeba vyrovnat kloubní plochy.
Na konci seznamu symbolů mohou být následující znaky:
Obrázek svarových švů
Svary můžete ve výkresu označit pomocí dvou typů čar: plné a čárkované (tečkované). První se používá, pokud jsou spoje vnější a viditelné, druhý – pokud spoje nejsou viditelné.
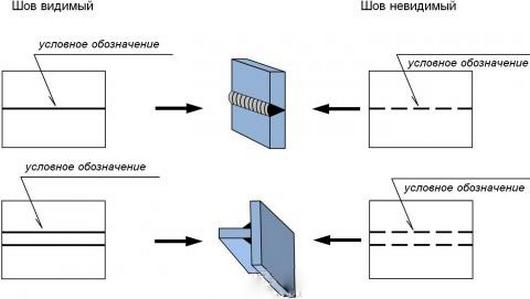
Povinným prvkem je prodlužovací šipka: označuje, kde se šev nachází. Umístění symbolu závisí na tom, zda je spoj viditelný nebo ne. Pro viditelné švy – nad šipkou, pro neviditelné – pod šipkou.
Šev může být víceprůchodový. K tomu dochází, když je spoj vytvořen několika průchody, které se navzájem překrývají.
Pokud jde o připojovací spáry, jsou to:
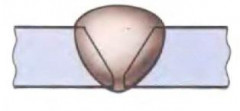
- jednostranné (SS) – když jsou díly svařeny na jedné straně povrchu;
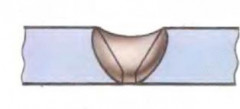
- oboustranný (BS) – když se topné médium střídavě pohybuje od spodní plochy k horní. Kořen tupého svaru je v tomto případě umístěn uvnitř sekce.
Je důležité oříznout okraje. To poskytne potřebnou hloubku při svařování metodou tavení. Technologie svařování a tloušťka materiálu určují všechny parametry hran.
Podívejte se, jaké mohou být okrajové části.

Svařovací spoje jsou:
Konkrétní možnost závisí na charakteru implementace.
Přerušovaný svar může být označen:
- plná čára, pokud jsou spoje viditelné;
- přerušovaná čára, pokud jsou spoje neviditelné.
Bodové svařování je na výkrese označeno znaménkem + tvořeným plnými čarami a zvolená možnost svařování není důležitá.
Jak se spoje označují podle typu provedení?
Všechny možnosti označení můžete vidět v tabulkách níže.
Tupé klouby
Zkosení na jedné hraně
Zkosení na dvou hranách
Dva symetrické úkosy na obou hranách
Jednosměrné připojení pomocí těsnění
Svary koutového typu
Svary typu T
Překrývající se spoje
Přerušovaný průběžný šev
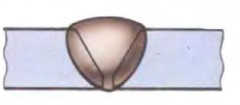
Možnosti švů v závislosti na vnějším povrchu
Jaké budou mechanické a fyzikální vlastnosti spojovacího spoje závisí na jeho tvaru. Pokud mají spoje konvexity, jsou zpracovány frézou nebo brusnými kotouči.
V tabulce uvádím, co jsou konvexní spoje a jak je na výkrese vyznačen svarový spoj.
Ekonomický v procesu tvorby, stabilní při stálém zatížení.

Nejlépe se používá při dynamickém zatížení, snadno se provádí.

Zahrnují použití spotřebního materiálu a nejsou ekonomické.
Jak odstranit okraj
Volba konkrétní metody odstraňování hran závisí na tloušťce kovu použitého pro svařování.
- kolmý, úhel – 90 stupňů. Tloušťka kovu menší než 8 mm (oboustranné svařování), méně než 3 mm (jednostranné svařování), od 4 do 8 mm (ocelové plechy);
- Tvar V. Jednostranné zkosení, tloušťka plechu – 4-26 mm;
- ve tvaru X. Oboustranné zkosení, tloušťka plechu – 12-40 mm;
- ostrý úhel. Sníží se z 60 na 45 stupňů, když tloušťka plechu dosáhne 20 mm nebo více.
Je důležité zajistit vzdálenost mezi hranami 4 mm. Potom jsou švy vysoce kvalitní a mají vysokou pevnost.
Jako bonus je zde ukázka provedení oboustranného koutového svaru bez zkosení hran pomocí automatického svařování pod tavidlem v uzavřené linii.