Jaké elektrody by měly být použity pro invertorové svařování?
Stali jste se šťastným majitelem invertoru a zajímá vás otázka: jaké jsou nejlepší elektrody pro svařování s invertorem.
Na trhu existuje široká škála elektrod pro invertory; zvážíme, jak vybrat ty správné.
Elektrodové zařízení
Jedná se o kovové jádro se speciálním povlakem (potahem). Během procesu svařování se jádro roztaví a povlak chrání šev před vystavením kyslíku.
Povlak má 4 typy povlaků:

- Pro stejnosměrné svařování se používají základní a celulózové povlaky.
- Rutilový nátěr je vhodný pro stejnosměrný i střídavý proud. Vyznačuje se snadným zapalováním a nízkým rozstřikem.
- Kyselý nátěr je škodlivý pro zdraví svářeče, doporučuje se pracovat ve větraném prostoru.
- Elektrody s rutilovým a kyselým povlakem se používají v invertorových zařízeních s nízkým napětím naprázdno.
Uznání si získaly kovové tyče se základním (UONI 13/55) a rutilovým (MR-3) povlakem. Nákup těchto modelů je nejlepší volbou pro kutily.
Svařovací elektrody pro práci jsou vybírány suché a bez poškození. K sušení se používají speciální pece. Doma používejte troubu se sporákem nebo skladujte balíček elektrod pro svařování invertorem na teplém a suchém místě. Při použití suchých tyčí nebudete mít otázku: proč se elektroda při svařování s invertorem přilepí.
Při výběru elektrody by složení jádra mělo být podobné svařovanému kovu.
Typy elektrod
Vyrábí se speciální výrobky pro uhlíkové, legované, vysoce legované, nerezové a žáruvzdorné oceli. A pro práci s hliníkem a litinou.
Které elektrody jsou nejlepší pro domácí použití? Tento:
- SSSI 13/55;
- MP-3;
- Elektrody OK 63.34 pro svařování nerezové oceli;
- Elektrody OZA-1, OZANA, OZANA-2, OZR, OZR-2 pro svařování hliníku s invertorem;
- Komsomolets-100 pro měď.
Viz také:
Technické vlastnosti elektrod MR-3 a MR-3S
1) UONI 13/55 se základním povlakem pro spojování uhlíkových a nízkolegovaných ocelí a kritických konstrukcí. Švy jsou plastové a odolné vůči nárazovému zatížení a nebojí se nízkých teplot.

UONI 13/55 je náročný na čistotu hran obrobků. Pokud je čištění špatné, objeví se svařovací póry.
Elektrody UONI jsou určeny pro stejnosměrné svařování s obrácenou polaritou.
2) MP-3 s rutilovým povlakem pro práci s uhlíkovou a nízkolegovanou ocelí.

Proces je možný na stejnosměrném i střídavém proudu, výhodami tyčí je stabilní oblouk v prostorových polohách a nízký rozstřik kovu.
3) OK 63.34 s rutilovým povlakem je zvolen pro svařování nerezové oceli s invertorem.

Domácí svářeč získá jemný šupinový svar s plynulým přechodem na svařovaný kov. Malý objem strusky demonstruje výhody elektrody.
4) OZANA. Oblíbené pruty 2 typů.

OZANA-1 se používá pro navařování a spojování hliníku jakosti – A0–A3. OZANA-2 svařuje slitiny AL4, AL9, AL11 a další. Tyče udržují obloukový drát stabilní ve svislé i svislé poloze.
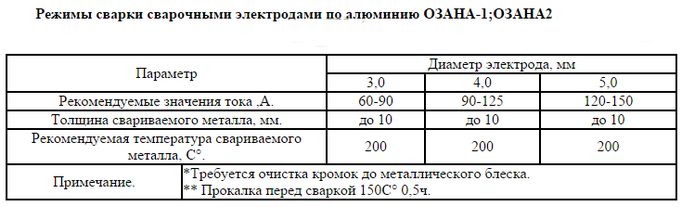
OZA-1 se solným povlakem se doporučuje pro slitiny křemíku a hliníku a čistý hliník.
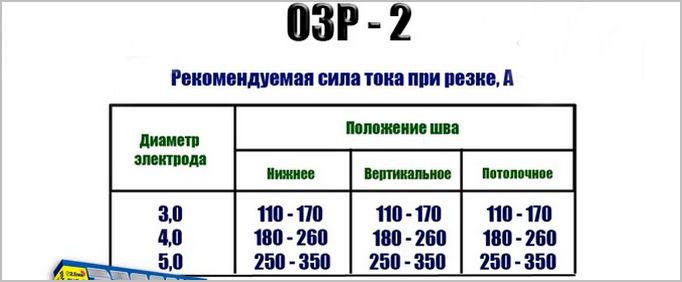
OZR, speciální povlak OZR-2, se častěji používá k děrování otvorů, drážkování a řezání. K odstranění vad svarů a řezných hran a kořenů svarů. Pro řezání se používá střídavý nebo stejnosměrný proud s obrácenou a přímou polaritou.
5) Komsomolets-100 se speciálním povlakem pro svařování a navařování čisté mědi a pro spojování mědi s ocelí. Před prací se měděné polotovary zahřejí na teplotu 300-7000 C v závislosti na tloušťce výrobků.
Video:
Hodnocení značek podle oblíbenosti
Na základě recenzí sestavili svářeči hodnocení elektrod pro invertorové svařování:
- UONI-13/55 – vrtošivé pruty pro zkušené řemeslníky;
- MP-3 – univerzální elektrody, svařují rezavý a mokrý kov;
- MP-3S – pro získání vysoce kvalitního švu;
- ANO – elektrody pro invertorové svařovací stroje prodávané v Rusku. Doporučená značka pro začátečníky ve svařování. Tyčinky se snadno zapalují bez kalcinace, výsledek je dobrý.
Každé balení elektrod je označeno názvem a označením, které obsahuje všechny potřebné údaje týkající se tohoto spotřebního materiálu.
Při rozhodování, které elektrody zvolit, byste měli věnovat pozornost:

- tloušťka kovu (čím tenčí je materiál, tím menší je průměr tyče elektrody);
- složení slitiny;
- svařovací proud, který se má použít;
- prostorová orientace svaru (horizontální, vertikální, stropní atd.).
Výrobci na obalech elektrod uvádějí, jaký svařovací proud je nutné použít, při nastavování jeho hodnoty je však důležité vzít v úvahu, jak je šev umístěn v prostoru a jaká je velikost mezery mezi spojovanými okraji.
Jak vybrat průměr elektrody? Odborníci doporučují použít empirický vzorec: 30 až 40 ampérů na každý milimetr tloušťky tyče. Při vytváření vertikálních švů by měl být svařovací proud snížen v průměru o 15%:
- Průměr 2 mm – od 40 do 80 A. Tyče tohoto průměru jsou docela vrtošivé. Na první pohled se může zdát, že nejsnáze se pracuje s tenkými elektrodami, ale to je mylný názor. Použití „dvou“ je komplikováno skutečností, že takový spotřební materiál rychle hoří a příliš zahřívá kov, pokud je nastaven vysoký proud. Výhoda průměru: svařování vyžaduje relativně malý proud, který lze použít pro svařování tenkých obrobků. Jsou však vyžadovány určité dovednosti a zkušenosti.
- Průměr 3 mm (3,2 mm) – 70 až 80 A. Zkušení svářeči říkají, že 80 ampér při práci se stejnosměrným proudem je maximum pro svařování a při vyšších proudech se bavíme o řezání. Měli byste začít pracovat se 70 A. Pokud proud nestačí, měli byste jej zvýšit. Při použití měniče není horní hranice obvykle větší než 120 ampér.
- Průměr 4 mm – od 110 do 160 A. Rozsah 50 jednotek je dán tím, že svařovací proud závisí na tloušťce spojovaných dílů a zkušenostech svářeče. Měli byste začít se 110 ampéry a zvýšit proud, pokud to nestačí.
- Průměr 5 mm nebo více – pro elektrody používané vysoce kvalifikovanými odborníky. Začínající svářeč nepotřebuje rady ohledně práce s takovými spotřebními materiály, ale sami zkušení svářeči tématu rozumí. Měli byste vědět, že tyče tohoto průměru se nejčastěji nepoužívají pro svařování, ale pro povrchovou úpravu.
Při výběru elektrod je důležité nejen přečíst označení, ale také zkontrolovat spotřební materiál – jejich povrch by měl být suchý, hustý, bez bobtnání, pórů a prověšení. Přípustná velikost podélných trhlin, nerovností a otřepů je upravena příslušnou GOST.
Pro balení se používá silný papír s voděodolnou impregnací nebo kartonové krabice zatavené v plastové fólii. Označení musí obsahovat název elektrod, typ povlaku a tabulku, ze které můžete určit sílu svařovacího proudu pro různé materiály.
Nejlevnější tyče a nekvalitní spotřební materiál mají kyselý povlak. Při použití takových elektrod je pozorováno zvýšené rozstřikování a praskání kovu na křižovatce.
Většina svářečů preferuje tyče s rutilovým povlakem, který zajišťuje snadné zapálení a stabilitu oblouku, kvalitní svary a snadné oddělení struskové krusty.
Při práci s elektrodami se základním povlakem je důležité důkladně připravit povrch svařovaných hran, zbavit je okují, rzi a oleje. Tento povlak je docela rozmarný – oblouk se obtížně zapaluje a je velmi nestabilní. S pomocí těchto spotřebních materiálů se však vytvářejí nejodolnější svarové spoje.
Nevýhody tyčí potažených celulózou: malá odolnost proti přehřátí a sklon k destrukci v důsledku jakéhokoli lepení tyčí. Takový spotřební materiál má však také jasné výhody. Například při jednostranném svařování se dobře vytvoří rubová housenka, což je zvláště důležité, když je obtížný přístup k rubové straně švů.
Výběr elektrod pro invertor
Invertory produkují stejnosměrný proud, což znamená, že svařování vyžaduje přídavné materiály univerzálního typu nebo speciální elektrody pro práci se stejnosměrným svařovacím proudem. Při výběru byste také měli vzít v úvahu tloušťku a složení kovu. V každodenním životě se obvykle používají tyče o průměru 2 až 4 mm.

Kromě toho hraje důležitou roli chemické složení kovu tyčí, které se pro vytvoření kvalitního svaru musí co nejvíce blížit složení slitiny spojovaných obrobků. Protože v každodenním životě se nejčastěji musíme vypořádat s konstrukční ocelí, elektroda by měla být vyrobena ze stejného materiálu.
Při svařování nerezových dílů se používají přídavné materiály s jádry ze stejné látky. Na stejném principu se vybírají tyče pro práci s vysoce legovanou a žáruvzdornou ocelí.
Existuje několik značek elektrod, se kterými můžete provádět většinu svařovacích prací doma a při stavbě domu:
Zásady výběru elektrod pro různé materiály
Elektrody pro svařování nerezové oceli
Nerezová ocel je hůře svařitelná než železný kov. Tato slitina má relativně nízkou tepelnou vodivost, proto je tavenina ve svarové lázni náchylná k varu. Přehřátí vede k vyhoření legujících přísad, což znamená mnohonásobné zvýšení křehkosti. Při spojování výrobků z tenkých plechů z nerezové oceli by bylo nejlepší použít wolframové elektrody v argonu, které zabraňují spálení švů.

Pro ruční obloukové svařování, elektrody od:
- potravinářská (běžná) nerezová ocel: OZL-8, TsL-11;
- typy slitin odolných proti korozi: NZh-13, TsT-15, EA-400/10U;
- žáruvzdorné druhy oceli: OZL-6, KTI-7A, TsT-28;
- různé druhy oceli: EA-395/9, ANZHR-1, OZL-312.
Elektrody pro svařování hliníkových slitin
Svařování hliníku a jeho slitin je poměrně složitý proces. Dva nejčastěji používané způsoby jsou:
- TIG svařování s použitím netavitelných wolframových elektrod;
- MMA svařování obalenými elektrodami (ruční oblouk), například OZANA, OZA atd.
Je možné použít i poloautomatické (MIG) svařování svařovacím drátem.
Litinové elektrody
Litina je velmi obtížně svařitelná slitina. Kvůli nízké tažnosti jsou svary náchylné k praskání za tepla, což si vynucuje použití speciálních elektrod:
- TsCh-4 – elektrody s železným jádrem. Složení nátěru je základní. Používá se pro svařování vysokopevnostní nebo šedé litiny proudem s obrácenou polaritou. Švy mohou být výhradně horizontální (spodní).
- MNC-2 – pomocí takových elektrod se provádí navařování a svařují se vady odlitku. Kompatibilní s tvárnými, tvárnými a šedými litinami. Umožňuje tvorbu hustých, čistých spodních a vertikálních švů.
- OZCH-4 – elektrody s rutilovým povlakem, zajišťující tvorbu švů s čistým povrchem. Umožňuje svařování spojů s libovolnou prostorovou orientací, kromě svislé shora dolů.
- OZZHN – elektrody se železoniklovými tyčemi pro svařování vysokopevnostní litiny. Určeno pro stejnosměrné svařování. Vhodné pro vertikální nebo spodní švy.
Důležitou roli hraje způsob svařování. Často se uchylují k takzvanému studenému svařování, kdy svařování probíhá krátkými (25–30 mm) „stehy“, aby nedošlo k zahřátí kovu. Používají také přesně opačnou techniku, rovnoměrné zahřívání hran dílů před svařováním.
Výběr elektrod pro svařování trubek, kanálů a tenkých kovů
Svařování trubek je komplikováno tím, že se mění poloha švu v prostoru, což znamená, že je nutné upravit sklon tyče a rychlost pohybu jejího hrotu. Při rozhodování, jakou značku elektrod zvolit pro svařování, vycházejte z tloušťky stěny spojovaných prvků a složení kovu.

Pro spojování úseků z ocelových slitin se doporučuje použít OK 53.70 a OK 74.70 (ESAB), které lze použít i pro svařování úseků potrubí pracujících pod vysokým tlakem. Pro měď jsou vhodné nekonzumovatelné wolframové elektrody nebo tavné elektrody, např. UTP 39 Bohler.
Při svařování kanálů jsou kladeny zvláštní požadavky na pevnost švů, protože tento typ válcovaného kovu často slouží jako nosný nebo výztužný prvek v kritických konstrukcích. Tloušťka stěny se může pohybovat od 7 do 13 mm. Takto masivní prvky jsou spojeny pomocí třídy UONI 13/55U, která umožňuje tvořit švy v libovolné poloze v prostoru. Pro výrobky s menší tloušťkou lze použít spotřební materiál značky ANO-21 o průměru do 5 mm.
Tenký plech (do 2 mm) by měl být svařován velmi opatrně, aby nedošlo k popálení. Jakou tloušťku elektrody zvolit pro takový úkol by se mělo rozhodnout na základě tloušťky kovu – obvykle se používají tyče o průměru 0,5–2,5 mm. Důležitým faktorem je také složení povlaku, které zajistí pomalé tavení kovu a stabilitu oblouku. Optimální možnosti: OMA-2, MT a MT-2. V nejtěžších případech se používá poloautomatické svařování.
Všechny elektrody lze rozdělit do dvou hlavních typů: pro svařování střídavým a stejnosměrným proudem. První možnost je jednodušší, druhá je spolehlivější. Nejoblíbenější značky:
- pro svařování střídavým proudem: AHO, MP, OZS, ESAB OK (vhodné i pro stejnosměrný proud);
- pro stejnosměrné svařování: UONI, OZANA, TsL, OZL, EA, ANC/OZM atd.
Nejlepší elektrody pro začínající svářeče
Elektrody ANO (například ANO-21) jsou optimální pro osvojení základů elektrického svařování. Jsou univerzální, mají rutilový povlak a umožňují vytvářet svary v libovolné poloze v prostoru.

Elektrody s rutilovým povlakem se vyznačují snadným zapálením oblouku a absencí zvláštních požadavků na kvalitu přípravy spojovaných hran, což znamená, že takovéto spotřební materiály na rozdíl od tyčí se základním povlakem mohou svařovat rezavé a nevyčištěné díly.
Při opětovném použití se rutilem potažené elektrody zapálí stejně snadno jako při prvním použití. A další důležitou výhodou takového spotřebního materiálu je, že při jeho použití se do ovzduší uvolňuje podstatně menší množství nebezpečných plynů.
doporučené články
- Kategorie svařování v Rusku
- Venkovní reklamní stavby: typy, požadavky, materiály, fáze výroby
- Které svařování je lepší – plynové nebo elektrické: výhody a nevýhody
Použití rutilem potažených elektrod umožňuje vytvoření švů, které se vyznačují vysokou rázovou pevností a spolehlivostí. Když tyč během procesu svařování hoří, nedochází téměř k žádnému rozstřiku taveniny, což je pro studenty důležitá okolnost.
Na základě uvedených kritérií lze pro trénink doporučit elektrody značek OZS-12 nebo MR-3 s průměrem tyče 3-4 mm. Poté, co student zvládne počáteční dovednosti, můžete přejít na OK 53.70, UONI, LB52U, stejně jako rakouský Kessel a německý Bohler.
Koeficient depozice charakterizuje úroveň tvorby strusky při svařování. Tento ukazatel do značné míry závisí na podmínkách, ve kterých byl spotřební materiál skladován. Ani po vysušení vlhkých elektrod nebude možné zcela obnovit jejich vlastnosti.
Při nákupu přídavných materiálů pro svařování je velmi důležité zajistit neporušenost obalu a při použití přídavných materiálů dodržovat pravidla pro jejich skladování. To vám umožní dosáhnout vysoce kvalitních svarových spojů, což je zvláště důležité pro švy, které vyžadují těsnost, nebo ty, které potřebují vypadat krásně a elegantně.
Špatná volba přídavných materiálů může vést k tomu, že při odstraňování strusky bude odlétávat i svarový kov.
V článku jsme stručně probrali, jak vybrat správnou elektrodu pro různé druhy svařování tak, aby výsledné švy byly spolehlivé, odolné a esteticky příjemné.

Vedoucí obchodního oddělení