Jaká teplota je potřebná pro svařování polypropylenových trubek?
Pravidla fóra
Fórum pro diskusi o vodovodních systémech, projektování a montáži vodovodních potrubí, technologií a zařízení pro studny, hlubinná čerpadla, hydraulické akumulátory, ocelové, kovoplastové, polypropylenové, PEX potrubní systémy, armatury, uzavírací a ochranné ventily, redukční ventily , systémy ochrany proti úniku, ochrana proti zamrznutí potrubí a další vybavení pro studny a zásobování vodou
Eremeich Amatér
Zprávy: 399 Registrovaný: 09. června 2004 01:13 Pověst: 7 Kde: Bryansk Kontaktní informace:
Teplota svařování polypropylenu
zpráva Eremeich »20. března 2006, 14:12
Do duše se mi vkrádaly pochybnosti o správném chodu termostatu ve svářečce. Je jasné, že potřebujete 260 stupňů, což jsem nastavil na regulátoru. Ale, zdá se mi, že se zařízení nezahřívá, jiné fungují jaksi lépe – je jednodušší a rychlejší nasadit trubku a tvarovku na trn a snáze vyjmout nahřátou. Jak zkontrolovat skutečnou teplotu trnů? Kde mohu koupit kontaktní teploměr, který měří teplotu v rozmezí 200 – 300 stupňů s přesností +/- 2 stupně? Jen si nedovedu představit, kde se používají a kupují. Možná v lékařské technice, nebo ve výrobě oceli? Možná existují digitální?
alexxx Challenger
Zprávy: 71 Registrovaný: 17. března 2006, 13:03 Pověst: 0 Kde: Moskva Kontaktní informace:
zpráva Alexxx »20. března 2006, 17:28
Podívejte se na ty, kteří prodávají laboratorní vybavení. Podle mých vzpomínek jsme na chemických a fyzikálních dílnách měřili teplotu termočlánky.
bellkin Challenger
Zprávy: 77 Registrovaný: 27. února 2006, 00:37 Pověst: 0 Kde: Kde je tolik zlatých světel)) Kontaktní informace:
zpráva Bellkin »20. března 2006, 19:08
[quote=”allre”;p=”55582″]Na rádiovém trhu jsem před 5 lety zakoupil buržoazní tester s funkcí měření teploty – kontaktní senzory byly nabízeny samostatně pro různé rozsahy.[/quote]Tam je přesnost plus nebo mínus kilogram))
Zkalibroval jsem svůj regulátor rtuťovým laboratorním teploměrem se stupnicí 400 nebo 500*C, přesnost 1-2 stupně, připevnil starý vyhořelý nástavec a tam, kde je trubka vsazena pájkou s nejnižším bodem tání, jsem tam dal teploměr) ))
Anton P Challenger
Zprávy: 16 Registrovaný: 23. února 2006, 19:09 Pověst: 0
zpráva Anton P »21. března 2006, 08:55
Potřebný teploměr seženete v prodejně radiostanic, kde prodávají radiokomponenty Teploměry jsou všechny digitální.
Pro takto vysokou teplotu se jako snímač obvykle používá termočlánek nebo speciální odporový drát.
Jiné typy snímačů okamžitě stárnou nebo se zhoršují Novější polovodičové termistory, které se však objevily teprve nedávno.
Pokud máte nějaký nepřesný teploměr, můžete jej použít také.
Potřebujete pouze dobře známou svářečku. Na pracovních a podezřelých svařovacích strojích musíte nastavit stejnou teplotu.
Levný čínský tester s termočlánkem má většinou rozbitou stupnici a neumí přesně měřit teplotu. A nemusí být vhodné pro daný teplotní rozsah.
Eremeich Amatér
Zprávy: 399 Registrovaný: 09. června 2004 01:13 Pověst: 7 Kde: Bryansk Kontaktní informace:
zpráva Eremeich »22. března 2006, 11:19
Aaaaaaaaaaah! Dnes jsem koupil rtuťový teploměr do 450 stupňů za pouhých 100 rublů, inženýr z ocelárny ho zprivatizoval, šel si pro něj na okraj města – zabilo mě to na půl dne. Při pokusu změřit teplotu přístroje jsem spadl teploměr z rukou a rozbil jsem ho. Pokyny pro svařování polypropylenu uvádějí, že stupnice nastavení svářečky je libovolná a pro kontrolu teploty svařování musí mít instalační technik teploměr, proč je vůbec potřeba ruční nastavení teploty? Proč pokyny udávají teplotu svařování polypropylenu +260 stupňů, a ne například +240 až +280, a proč je teplota tak přesná? Nastavil jsem regulátor na zařízení na 300 stupňů – vaří se snadněji, ale může to být škodlivé pro spolehlivost připojení. Na tvarovku je třeba vyvinout velkou sílu, aby ji bylo možné zasunout do trnu, zahřátého na 260 stupňů na stupnici mého zařízení a je možné jej vytlačit při zahřátí téměř šlápnutím nohou na zařízení! A potrubí jde dovnitř a ven mnohem lépe. než se hodí. Co to sakra je, a tohle je při průměru 20 a co se stane při 40 (tohle jsem ještě nezkoušel vařit).
alexxx Challenger
Zprávy: 71 Registrovaný: 17. března 2006, 13:03 Pověst: 0 Kde: Moskva Kontaktní informace:


Pevnost a trvanlivost různých plastových komunikací závisí na tom, jak přesně je zohledněna teplota pájení polypropylenových trubek. Při svařování polypropylenových výrobků je nutné vzít v úvahu dobu ohřevu materiálu a dobu chlazení spojů. Správné srovnání a zohlednění teplotních a časových parametrů procesu pájení technických výrobků z polypropylenu přispívá k výrobě odolného a spolehlivého materiálu. Pokud se odchýlíte od technologie, výrobek bude mít trhliny ve spojích a bude nekvalitní.
Všeobecné informace 

Teplotní režim pro pájení výrobků z polypropylenových trubek přímo závisí na použitém polymeru. V praxi se používají 4 druhy materiálů:
- PN10, používá se pro použití technických výrobků při teplotách do +40 C;
- PN16 pro použití při +60 C;
- PN20, používá se ve vodárenství od +80 C do +95 C;
- PN25 pro provozní režimy nad +95 C.
Kromě udržování teplotních podmínek závisí svařování polypropylenových trubek vlastními rukama na tlaku, který mohou odolat potrubní technické výrobky specifického označení.
První typ se používá při pokládce technických výrobků určených pro zásobování studenou vodou. Potrubní výrobky s označením PN20 jsou považovány za univerzální a jsou určeny pro zásobování studenou a teplou vodou, avšak s přihlédnutím k tomu, že vliv +95 C je krátkodobý. Pokud se teplota neudrží, pak vlivem jeho působení ztratí těsnost a deformují se.
Způsob pájení a jeho vliv na proces
Technologie pájení polypropylenových trubek zahrnuje jejich zahřátí, po kterém plast obsažený v nich změkne. Při spojení dvou zahřátých produktů dochází k difúzi (vzájemnému pronikání) polypropylenových molekul jednoho technického produktu do molekul druhého. V důsledku toho se vytvoří silná molekulární vazba, díky níž je výsledný materiál vzduchotěsný a odolný.
Pokud je režim nedostatečný, nedojde při kombinaci dvou materiálů k dostatečné difúzi. V důsledku toho se spoj technického produktu ukáže jako slabý, což povede k porušení těsnosti celého materiálu.
“Poznámka!
Nadměrné přehřátí tvarovky a potrubního technického výrobku při svařování způsobuje deformaci dílů. Jejich geometrie je narušena a ve vnitřní části dochází k přívalu válečků.“
Výstupem je potrubí s minimálním vnitřním otvorem na spojce, jehož průměr neodpovídá technologickým normám.
Při svařování polypropylenových trubek je nutné vzít v úvahu nejen teplotu ohřevu, ale také čas, teplotní podmínky prostředí a průměr technických výrobků. Doba ohřevu materiálů potrubí je přímo závislá na jejich průměru.
Čtěte také: Svařovací profilová trubka
Na vnějším prostředí záleží. Minimální přípustná teplota při svařování polypropylenových výrobků je -10 C. Maximální přípustná teplota je +90 C. Tabulka teplot pro svařování polypropylenových trubek jasně ukazuje, že v podstatě vše závisí na čase.
Vnější prostředí má silný vliv na kvalitu pájení. To je způsobeno skutečností, že od okamžiku vyjmutí materiálů ze svařovacího stroje do jejich přímého spojení uplyne čas. Taková pauza velmi ovlivňuje kvalitu svaru. Pokud je venkovní teplota v dílně nízká, doporučuje se prodloužit dobu ohřevu spojovaných výrobků o několik sekund. Vnější teplota pájení polypropylenových trubek 20 mm by měla být nad 0 C. Je důležité je nepřehřívat. Existuje riziko zatečení polymeru do vnitřního otvoru materiálu trubky a snížení jejího vnitřního průsvitu. To velmi ovlivní propustnou kapacitu budoucího úseku potrubí.

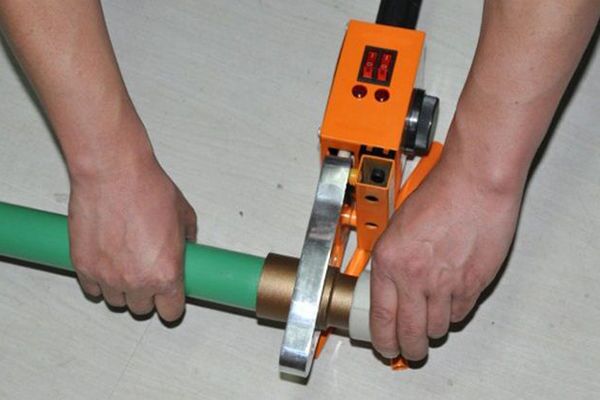
Vyjmutí trubky z páječky
Regulace teploty, její vlastnosti
Než odpovíte, jaká teplota je potřebná pro svařování polypropylenových trubek, musíte se rozhodnout pro použitý svařovací stroj. Pro pájení materiálů vyrobených na bázi polypropylenu se používá páječka. Vyvstává otázka: jakou teplotu by měla být nastavena páječka pro pájení polypropylenových trubek? Optimální hodnota je 260 C. Je přípustné provádět svářečské práce v rozmezí 255 -280 C. Při přehřátí páječky nad 271 C, zkrácení doby ohřevu, se vrchní vrstva výrobku zahřeje více než ten vnitřní. Těsnicí fólie bude příliš tenká.
Existuje tabulka teplot pro pájení polypropylenových trubek.
Průměr trubky, mm
Doba svařování, s Doba ohřevu, s Doba chlazení, s